熔金工藝基本信息
| 中文名 | 熔金工藝 | 分????類 | 技術工藝 |
|---|---|---|---|
| 發源地 | 德國 | 金屬比例 | 金銀大約為1 |
| 熔金造價 | 超過了156美元 | 應用范圍 | 國家重點項目中金銀融合方面 |
工藝應用
近年來,隨著人們生活水平的提高,金銀制品(如金銀幣、金銀飾品等)越來越受到人們的歡迎,金與銀都屬于稀有的貴重金屬,它們具有美麗的光澤,質地柔軟,易于加工,因而,自古以來一直是工藝匠人最受歡迎的加工材料。但是由于金銀熔點不同,如何將金銀熔為一體成了一個世界性技術難題。我國常用的金銀制作工藝主要兩種:第一是金銀雙金屬工藝。就是利用金屬相互擠壓使其穩定結合,如:1995年,熊貓精制金幣采用雙金屬工藝;第二金鑲嵌銀或銀鑲嵌金,比如1996年發行的北京國際錢幣博覽會熊貓鑲金紀念銀幣。
2004年,德國金銀制品專家經多年研究,首創了熔金技術,它將兩種熔點不同的貴金屬按照一定比例(金銀大約為1:18~1:20)相互融合,達到金中有銀、銀中有金,金銀合為一體,交相輝映,不可分割。由于熔金工藝技術復雜,精度要求極高,僅有德國、美國、日本等少數幾個國家可以掌握。在國際市場上,每盎司熔金造價超過了156美元,是世界上難度大,工藝造價昂貴的貴金屬高科技工藝,我國是在2006年正式從德國引進了此項技術,主要應用于國家重點項目中金銀融合方面。隨著技術應用的進一步拓展,我國貴金屬收藏品也即將進入熔金時代。
摘自“中國集郵報”2008年4月4日 第26期2100433B
熔金工藝造價信息
熔金工藝常見問題
-
1.古建筑貼金操作程序 刷金膠油→貼金→扣油→罩油 操作要點 1.1 刷金膠油:金膠油是由濃光油加酌量"糊粉&quo...
-
理論上化金工藝效果更好。
-
鈑金加工是鈑金技術人員需要掌握的關鍵技術,也是鈑金制品成形的重要工序。它既包括傳統的切割下料、沖裁加工、彎壓成形等方法及工藝參數,又包括各種冷沖壓模具結構及工藝參數、各種設備工作原理及操作方法,還包括...
熔金工藝文獻

 鋁合金工藝
鋁合金工藝
格式:pdf
大小:64KB
頁數: 12頁
評分: 4.4
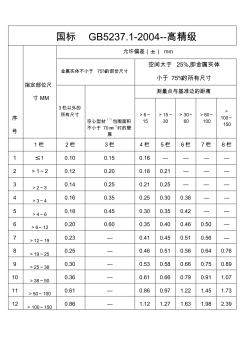
國標 GB5237.1-2004--高精級 序 號 指定部位尺 寸 MM 允許偏差(±) mm 金屬實體不小于 75%的部份尺寸 空間大于 25%,即金屬實體 小于 75%的所有尺寸 3欄以外的 所有尺寸 空心型材 (1) 包圍面積 不小于 70㎜ 2時的壁 厚 測量點與基準邊的距離 >6~ 15 >15~ 30 >30~ 60 >60~ 100 > 100~ 150 1 欄 2欄 3欄 4欄 5欄 6欄 7欄 8欄 1 ≤1 0.10 0.15 0.16 — — — — 2 >1~2 0.12 0.20 0.18 0.21 — — — 3 >2~3 0.14 0.25 0.21 0.25 — — — 4 >3~4 0.16 0.35 0.25 0.30 0.38 — — 5 >4~6 0.18 0.45 0.30 0.35 0.42 — — 6 >6~12 0.20 0.60 0.35
 貼金工藝施工工藝
貼金工藝施工工藝
格式:pdf
大小:64KB
頁數: 2頁
評分: 4.5
貼金工藝施工工藝 貼金有兩種操作方法:一是古建筑作法,二是農村傳統作法。 1.古建筑貼金操作程序 刷金膠油→貼金→扣油→罩油 2.操作要點 2.1 刷金膠油:金膠油是由濃光油加酌量 "糊粉 "(定兒粉經炒后除潮為名糊粉)配成, 專作貼金底油之用。以筷子筆(用筷子削成)蘸金膠油涂布于貼金處,油質要好,涂布寬狹 要整齊,厚薄要均勻、不流掛、不皺皮。彩畫貼金宜涂兩道金膠油,框線、云盤線、三花壽 帶、掛落、套環等貼金,均涂一道金膠油。 2.2 貼金 當金膠油將干未干時,將金箔撕成或剪成需要尺寸,以金夾子(竹片制成)夾起金箔, 輕輕粘貼于金膠油上,再以棉花揉壓平伏。如遇花活,可用 "金肘子(用柔軟羊毛制成的羊 毛刷子,也可用大羊毛筆剪成平頭形)肘金,即在花活的線腳凹陷處,細心地將金箔粘貼密 實。 2.3 扣油 金貼好后,用油拴扣原色油一道(金上不著油,稱之扣油) 。如金錢不直時,可用色油 找直(鑲直
重熔工藝包括對重熔工藝過程的控制和工藝參數的選擇。
真空電弧重熔重熔過程控制
真空電弧重熔過程可分為焊接電極、引弧、正常熔煉和封頂4個時期:
(1)焊接電極。每一爐熔煉所用的自耗電極要求與過渡電極同軸且被牢固地焊接在過渡電極上。焊接在真空下進行。在自耗電極被焊接的一端鋪上一層同品種車屑作為引弧劑,然后下降電極桿,使過渡電極與自耗電極之間燃弧,當燃弧的兩個端面被加熱且電弧穩定,在自耗電極端面有較多的金屬液相形成時,迅速下降電極桿,使燃弧的兩個端面緊密接觸而焊合在一起。
(2)引弧。在自耗電極與結晶器底部的引弧劑之間形成電弧,提高弧區溫度和在結晶器底部形成一定大小的金屬熔池,保持自耗電極與金屬熔池之間形成穩定的電弧,使自耗電極的重熔轉入正常的熔煉。
(3)熔煉期。是重熔過程的主要時期,在這期間鋼或合金被精煉和凝固成錠,即脫除金屬中的氣體及低熔點的金屬雜質,去除非金屬夾雜物,降低偏析程度以及獲得理想的鑄態組織結構。
(4)封頂。目的在于減小重熔錠頭部縮孔,減輕頭部“V”形收縮區的疏松程度,以及促進夾雜物的最后上浮和排除,減少切頭量,提高成材率。
真空電弧重熔工藝參數的選擇
真空電弧重熔產品的質量,取決于重熔參數是否合理。在生產實踐中,是根據所熔煉的品種、重熔的目的和要求來選擇工藝參數的。
冶金熔锍是多種金屬硫化物(如FeS、Cu2S、Ni3S2、CoS、Sb2S3、PbS等)的共熔體,同時往往溶有少量金屬氧化物及金屬。
冶金熔锍是銅、鎳、鈷等重金屬硫化礦火法冶金過程的重要中間產物。例如,火法處理硫化銅精礦時,常常先進行所謂的造锍熔煉,使Cu2S、FeS等金屬硫化物熔合形成锍相,而脈石成分與造渣熔劑熔合成渣相,從而實現主金屬與脈石的分離,同時也使貴金屬富集于锍相以便進一步回收。
熔锍的性質對于有價金屬與雜質的分離、冶煉過程的能耗等都有重要的影響。為了提高有價金屬的回收率、降低冶煉過程的能耗,必須使熔锍具有合適的物理化學性質,如熔化溫度、密度、黏度等。
最古老的熔燒方法是在人工翻動的反射爐中進行的,19世紀70年代開始采用機械耙動的多膛爐熔燒,熔燒溫度823-873K,脫硫率40%-60%,煙塵率約10%。煙氣含SO24%-7%。煙氣中的SO2可用作制造硫酸。自20世紀40年代起出現的流態化熔燒法已逐漸用于銅精礦氧化焙燒。此法可大幅度提高焙燒過程的機械化程度、勞動生產率和煙氣SO2濃度,而且焙燒在自熱過程中進行。為使流態化熔燒作業順行,要做到,爐料的顆粒均勻,正確選定空氣的過剩系數和直線速度,料層溫度低于爐料的開始熔化溫度。
脫硫率是氧化熔燒過程最重要的指標,它反映硫的脫除程度,其值以熔燒過程中脫除的硫量對原料中含硫總量的百分比表示。脫硫率的大小取決于物料的礦物組成、物料粒度、熔燒溫度、物料在焙燒滬中停留時間以及過剩空氣童等因素 。
熔金工藝相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 應用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 乙烯基樹脂混凝土電解槽的性能及在濕法冶金中的應用
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 有色金屬技術經濟院與廣亞鋁業簽署戰略合作協議
- 在建筑行業建立農民工工資保證金制度若干問題的思考
- 中國房地產投資信托基金(REITs)發展模式探索
- 中國水環境污染治理社會化資金投入現狀、問題與對策
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 橢圓截面螺旋等通道擠壓制備超細晶材料的新工藝
- 基于CMOS工藝的二維風速傳感器的設計和測試
- 岳城水庫大副壩防滲墻塑性混凝土施工工藝及質量控制
- 張家港市金港中心水利管理服務站_招標190924
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 無機材料工藝學課程改革探索
- 整體式拋填側向爆破施工工藝在爆破擠淤施工中的應用
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
拆邊機
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司