散裝電容剪腳機故障排除
1、送料疑問解說:
a、E5刀座調升和C38軌道接觸時,軌道振動力會因接觸到刀抵消,即無法送料。
2、排除方法:
a、請將刀座E5降低,振動送料立即恢復正常;
b、振動送料有突然加快及瞬間減慢的現象,或B23VR調速器無法做快慢調整;
c、原因:可能B27振動PC板電子零件;
d、排除方法:(1)更換其中損壞之零件;(2)整片PC板換新;
e、經過多年的使用,送料速度變得較慢;
f、排除方法:將C33振動彈片上方的兩個螺絲放松,拉高0.5mm再將螺絲鎖緊即可恢復快速送料;
g、送料容易傾斜;
h、排除方法:B23VR調速器調慢,不宜太快,會振動零件。
3、切也故障解說:
a、E56不動刀突然停滯不動或速度慢;
b、排除方法:(1)查看E56動刀和E57滑軸蓋中間是否有卡到屑腳或掉落零件,將其清除之;(2)查看F62及F63齒輪中間是否有殘留屑腳;(3)E58切刀滑軸太久沒有加油而無法滑動,請加油以潤滑之。
c、切斷之零件要切得比一般來說3.0mm更短之處理;
d、排除方法:(1)另外定夠一片E55不動刀做低于3.0mm以下的專用刀;(2)將原刀做更薄的研磨,及C38左軌道磨薄;(3)E55不動刀及C38軌道要薄屬于專業技術,需回廠處理,或訂購備品換。
散裝電容剪腳機造價信息
1、F62和F63的齒輪及F61偏心軸要加潤滑油以做保養。
2、E58切也滑軸需用機油潤滑。
3、E51及E52刀座軸必須用油布擦試以防生銹。
F、零件更換解說:
1、E55不動刀及E56動刀經長時間使用而變鈍、不利、需將刀口研磨或整組換新。
2、切刀E55不動刀及動刀之更換:
a、打開A14扣環,整組B2電料箱往后翻開;
b、C361螺絲松料取下整相C36右軌道;
c、將E56動刀的螺絲松開,動刀E56即可取出或更換;
d、用L型六角板手松開C381螺絲,取下C38左軌道;
e、將E55不動刀上的螺絲松開,即可取出E55不動刀或更換。
3、安將E55不動刀及E55動刀:
a、將E55不動刀鎖緊,再用手轉動F63馬達齒輪,用一零件做試切,如能順利切斷且無毛邊,表示E55不動刀及E56動刀鋒且密合度好;
b.如果有過大的毛邊或拉料,即表示刀鈍需研磨或更新;
c、如果是新刀在切斷時有過頭的毛邊,即表示密合度不佳期,請用很薄的紙墊于E56動刀和E58切刀滑軸中間,再將E56動刀上的螺絲鎖緊。※注意:E56及E56動刀只能相互接觸到,不能有刀鋒相互撞擊。切記!
d、E55不動刀上的螺絲沒鎖緊,也會造成切刀密合不佳;
f、轉動E53將E5刀座升高接近C38左軌道,在鎖定C381螺絲時,需確定C38左軌道和E55不動刀刀鋒能"平整",再鎖緊;
g、E55不動刀如果凸出C38軌道邊緣,當零件到達切前會傾倒或緣卡到凸出的刀片而入料不順;
h、E55不動刀如果縮入C38軌道邊緣,會先將線腳打彎后再切完的零件線腳會有彎曲。
1、核對正確和機械臺機同的電壓,再將電源線插上,開啟B21電源B22切開開關"NO"。切刀開始返往做切腳動作。
2、B24振動開關啟動時,C3振動送料機組即開始作業,再由B23VR振動調速器控制送料速度的快慢,以能應付入料即可,不必太快,送料太快容易造成切腳長短,或零件傾到…等問題產生。
C、調整及入料、切腳:
1、將零件C30用手由入口平行放於C36及C38軌道上,零件C30就會自動往前進,前進快慢由B23VR調整器控制。
2、C37鋁合金護軌道是控制零件本體左右寬度,防止零件行走時左右搖動,可隨不同大小的零件做調整,C37鋁合金護軌道螺絲上有三個螺絲做調整及固定用。
3、C36右軌道可隨線徑粗細做調整,由C361護軌螺絲調整軌道開隙。
4、D4壓料機構防止零件上下跳動,隨著零件高低做調整,將D46的螺絲放松,轉動D41壓料調整桿,D42壓料軌道即可上下移動,剛好將D42架於零件上,再將D46螺絲固定。
5、切腳長短之調整:
a、用六角板手將E511螺絲放松:
b、轉動E53刀座調整桿,E5切刀座即可上下滑動;
c、查看E53刀座調整桿,E59標尺上有數字刻度所指出的數字,即是腳長的尺寸;
d、啟動電源,讓E56動刀往返動作,再轉動B23VR調整器放入零件,即可開始切腳的工作;
e、當試切出第一個零件,必須測量腳長是否正確,核對如果正確即將E511螺絲固定。切腳調整即告完成;
f、注意:當要轉動E53及調動E5切刀座時一定要先將E511螺絲放松;
g、切腳完成的零件,會經由C39出料槽進入E390成品盒內集中收料;
h、E390成品盒由左方順向推出即可拿出。
D、廢料清理:
1、打開A14扣環,整組B2電料相即可往后翻開,所有機構就可清楚看見。
2、於切腳過程,線腳屑容易亂飛,每次使用完后須將可跳入箱內的線腳屑清理干凈。
3、切斷之腳屑會隨著E5切刀座的斜口入A11廢料盒內,如果有殘存於斜口的滑道內,須用物品將屑腳清理,否則會影響倒掉。
散裝電容剪腳機故障排除常見問題
-
1.拆卸手搖泵之前,將左右邊的氣室及液室分別標上記號以助于后續的再組裝動作。2.使用扳手將連接進口管與液室的小卡箍松開,拆除出口管即可看到閥球和閥座,拿出球和座并檢查泵的其他備件有磨損、化學腐蝕、裂痕...
-
電梯故障排除實例: 某醫院兩臺三菱GPS-I群控電梯,當有外召喚時,群控中的一臺電梯響應該召喚后,該外召喚并不消號,只有等另外一臺電梯也響應該外召喚后,才消號。也就是說,對于任何一個外召喚,兩臺群控...
-
分析故障:1,要是不出氧,第一看是不是保險絲燒壞;2,再看是不是通電;3,看是不是通電了,機器沒有反應,不出氧;4,是不是機器有細微的震動,不出氧。
1、適用于散裝、管裝徑向元器件剪腳。
2、采用平面振動送料,大小元件均適用。
3、特殊切斷法,刀具壽命長。
4、結構緊湊、精致,品質優良,性能穩定。
Spec:
1、電源:110V/220V AC.60HZ/50HZ
2、尺寸:L500*W430*H450 m/m
3、重量:28kg
4、加工量:2500-5000Pcs/H
散裝電容剪腳機故障排除文獻

 塔機故障排除手冊
塔機故障排除手冊
格式:pdf
大小:79KB
頁數: 6頁
評分: 4.7
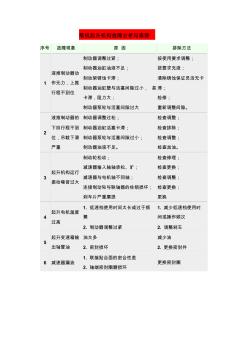
塔機起升機構故障分析與排除 序號 故障現象 原 因 排除方法 1 液推制動器動 作無力,上推 行程不到位 制動器調整過緊; 制動器油缸油液不足; 制動架銹蝕卡滯; 制動器油缸壁與活塞間隙過小, 易 卡滯,阻力大; 制動器泵輪與活塞間隙過大 按使用要求調整; 按要求充液; 清除銹蝕保證靈活無卡 滯; 檢修; 重新調整間隙。 2 液推制動器的 下回行程不到 位,吊載下滑 嚴重 制動器調整過松; 制動器油缸活塞卡滯; 制動器泵輪與活塞間隙過小; 制動器油液不足。 檢查調整; 檢查排除; 檢查調整; 檢查加油。 3 起升機構運行 振動噪音過大 制動輪松動; 減速器輸入軸軸承松、曠; 減速器與電機軸不同軸; 連接制動輪與聯軸器的柱銷損壞; 剎車片嚴重磨損 檢查修理; 檢查更換; 檢查調整; 檢查更換; 更換 4 起升電機溫度 過高 1. 低速檔使用時間太長或過于頻 繁 2. 制動器調整過緊
 《機床電氣故障排除》
《機床電氣故障排除》
格式:pdf
大小:79KB
頁數: 9頁
評分: 4.3
馬鞍山技師學院 (馬鞍山高級技工學校) 電氣自動化 設備安裝與維修 《機床電氣故障排除》 課程標準 馬鞍山技師學院 (馬鞍山高級技工學校) 電氣自動化 設備安裝與維修 《機床電氣故障排除》 課程標準 一、課程名稱 課程中文名稱:《機床電路故障分析與檢修》 課程英文名稱:《Machine circuit fault analysis and maintenance 》 二、課程簡介 《機床電路故障分析與檢修》課程是中等職業學校電氣維修類專業的一門集專業理 論與技能訓練于一體的課程。在本教材中更新傳統教學模式,充分發揮學生為主體,促 使學生掌握生產設備維修技術。 培養具有一定的電氣識圖能力,對電動機、低壓配電電器具有一定的認識能力,通 過綜合學習、最終能夠進行機床常見故障的維修,理論聯系實際和分析解決一般技術問 題的能力達到國家職業技能鑒定的中、高級技術水平的要求。 本課程是理論、實訓合一的課
散裝電容剪腳機相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 切刀法
- 自粘聚合物改性瀝青聚酯胎防水卷材
- 不銹鋼復合鋼板和鋼帶
- XLPE電纜絕緣和屏蔽層剝切刀
- 熱敏開關KSD301
- 橡膠防水卷材
- 優質碳素結構鋼冷軋薄鋼板和鋼帶
- 卷材
- 鋼帶造粒機
- 電子分切刀
- 721分光光度計
- 種植用耐根穿刺防水卷材
- 埋地排水用鋼帶增強聚乙烯(PE)螺旋波紋管
- 明末黃花梨櫥柜
- 門環
- EVA高分子復合防水卷材
- 柴油機高壓噴油管用鋼、高壓噴油管及其制造方法
- 印度EPC電站項目競標中降低汽輪機熱耗的策略
- 永嘉碧桂園翡翠郡附著式升降腳手架安全專項施工方案
- 云南綠水河二級電站4號水輪機增容技術改造效果分析
- 在數控機床上通過監視主軸電機負荷實時監控刀具壽命
- 應用TAT和SATWE對鋼筋混凝土框剪結構
- 一拖多變頻空調產品測試系統與室外機通信接口
- 中厚鋼板剪切端面黑線成因分析及其對質量的影響評估
- 以電動葫蘆為起升機構的簡易強制式升降機鋼絲繩檢驗
- 應急柴油發電機組安裝00D272機組冷卻方式
- 有機硅憎水劑對發泡水泥復合保溫板性能的影響_胡君
- 在長距離隧道施工中可更換螺旋機耐磨塊的實用性
- 中國機床行業第一項原創檢測國際標準制訂
- 低摩擦低泄漏新型旋轉式空調壓縮機的設計與分析
- 中國農業機械流通協會第三次會員代表大會
- 張河灣公司計算機監控系統國產化改造可行性??
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司