

異型法蘭加工
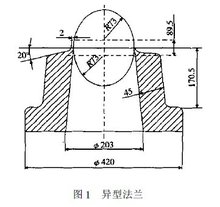
筒型壓縮機機殼上異型法蘭的加工新方法,較詳細地介紹了具體的冷加工工藝。得出了該方法節省費用,保證質量,滿足性能要求,縮短制造周期的結論。關鍵詞:離心式壓縮機機殼法蘭加工中圖分類號:TH452 文獻標識碼:B文章編號:1006-8155(2006)04-0028-03ManufacturingMethodofNon-StandardFlangeonBarrelTypeCaSingAbStract:Newmanufacturingmethodofnonstandardflange on barrel type casing isintroduced,andcoldmetalworkisdetailed.Theconclusionsthatthemethodcansavecost,keepsatisfactory in quality, meet performancerequirement,andshortenmanufacturingcycle.KeywordS:CentrifugalcompressorCasingFlangeManufacturing1 引言我公司某產品筒型機殼上異型法蘭如圖1所示,在以往 的制造中,先加工成等壁厚內外徑,然后再用壓型模熱壓成型的方法。由于該法蘭內孔比較復雜,用該類型壓型模壓型時誤差較大,影響了產品性能。每個壓型模制造費用又較高,平均每個壓型模制造費用約為5萬元,該產品有5個不同的法蘭,該臺壓縮機壓型模制造費用約需25萬元。而采用立車或帶有旋轉工作臺的鏜床,應用新的機加工方法進行加工,既節省了壓型模制造費用,又保證了產品制造質量和制造周期。下面介紹該法蘭的加工制造方法。圖1 異型法蘭2 異型法蘭內孔形狀分析依照異型法蘭設計圖,該法蘭內孔形狀可分解為兩個軸心線與法蘭中心線組成的一夾角的半圓臺形孔與一個四棱錐孔相切,底部與一圓孔相接而成,外圓壁與大法蘭相接,內孔形狀分解如圖2所示。圖2 法蘭內孔分解圖 工藝方案
為便于分析計算,可沿圖1長軸方向作縱剖面圖,如圖3所示。圖中O1、O2為兩錐形臺上截面的圓心,O 為下截面圓孔中心。C、M、
G、F 為法蘭實際內孔輪廓線。作AC、DO1輔助線。連接EO ,則內錐孔的縱向與徑向走刀方向為S 軸向、S 徑向,如圖3中所示。該法蘭的主要加工難點為內孔加工,對于錐形孔可在具有徑向與軸向連動裝置的鏜床上通過平旋盤調整錐度比加工,也可以在車床上通過掛輪車錐孔的方法車錐形孔。圖3 剖面圖
鏜床加工由上述內孔形狀分析,在鏜床上加工內孔,關鍵在于鏜兩個夾角的錐形臺內孔,對于鏜一個錐形孔,可以通過平旋盤徑向進給與軸向進給連動走刀實現,由于兩個半圓臺孔軸芯線成一夾角,所以先加工出一個錐形孔,對另一個錐形孔不產生影響,對于鏜兩個夾角的錐形孔,可先將工件旋轉一個角度,先加工其中一個半錐形孔,按同樣的方法旋轉一個角度再加工另一個半錐形孔,錐形孔夾角可以通過旋轉工作臺的旋轉實現,中間四棱臺可以通過排刀法加工。因此,只要計算出相關技術參數,如:錐度比k、工作臺旋轉角α,即可加工出內孔。其外部形狀可以通過先加工出錐形,再經過刨床、鉗工加工而成。
立車加工,從加工方便性和工藝成本考慮,在立車床上加工錐形孔是最佳方案。但由于刀尖受伸出刀桿長度的限制,如刀尖伸出刀桿的長度40~45mm則刀桿剛性較低。刀尖伸出刀桿的長度取決于圖3中AM 的實際長度,AM 長度應小于45mm,若AM <45mm,則該類型法蘭在立車上加工,反之則在鏜床上加工。可將縱向刀夾傾斜成二分之一錐形孔夾角,計算出徑向進給與軸向進給的錐度比,按車錐度孔的方法,先車制半個錐形孔。按上述方法再加工另一個錐形孔,即可加工出法蘭的錐形內孔,其余尺寸按上述方法進行。
走刀方向由于軸向與徑向走刀方向須垂直,所以軸向與徑向走刀方向應在圖3中EO 與CE 線上,考慮到裝卡法蘭方便,若法蘭大端裝卡,則軸向走刀方向如圖3中S 軸。徑向走刀方向取決于圖1中上端半徑R 與下端半徑大小之比,如果上端半徑R 小于下端半徑,則走刀方向如圖3中S 軸所示,反之則反向,如圖4。圖4 走刀方向示意圖。
各相關技術參數計算
在圖3中,已知CO1ER1E73mm,MOER2E101.5 mm,OO3E252 mm,O1O2E89.5mm。其中R1、R2、O1O2、OO3為圖紙尺寸,OO1、OO2為錐孔軸心線,B 為兩錐孔夾角。設平旋盤徑向走刀量為S1,鏜床主軸軸向走刀量為S2。由圖3可知,只要將鏜床主軸調整至與OO1重合,并按一定的軸向走刀與徑向走刀比,即錐度比,可加工出圖示內孔。
計算工作臺旋轉角β 由圖3可知旋轉角β為法蘭中心與錐度孔夾角,即;tanβEO1O3/OO3,∠β可求。
計算加工錐孔用錐度比k如圖3所示,作錐孔軸心線OO1的平行線,交于 點,作OO1垂線交于M 點,則錐孔錐度比:kE2tanα,tanαES1/S2EAM /AC。已知∠β、R1、R2、OO3則可求出∠α。
由上式可知只要確定平旋盤軸向走刀量S1(或車床主軸軸向走刀量S1)即可算出徑向走刀量S2(或車床徑向走刀量S2)。
加工方法
以車床為例加工圖1法蘭。
(1)按圖1中錐形孔最大直徑與最小直徑,車出錐度外徑、內孔、焊接坡口及法蘭上下端面,見圖5。
圖5 異型法蘭
(2)將刀夾主軸向左傾斜,如圖3中角β (6.025≠)。
(3)按圖3中實際計算出的錐度比kES徑/S軸25.76/242.67E0.106,調整軸向與徑向走刀量。
(4)以試切法加工左側錐形孔,以保證壁厚(45mm)為準,走刀方向見圖4。
(5)以同樣的方法加工另一側錐形孔。
(6)以排刀法加工直線段。
(7)劃外圓柱面直面段線。
(8)刨直面段及坡口。
異型法蘭造價信息
異型法蘭的生產和執行標準:國標,美標,日標,德標,意大利標準,化工部標準,機械部標準,壓力容器標準。
異型法蘭的壓力等級、材質、標準等具有不同的特性和特點,在使用中按照一定的原理和方式和方法使用,能夠按照相應的標準生產和加工,保證在使用中具有良好的使用價值和作用。 異型法蘭壓力等級:0.6Mpa~32Mpa(150Lb~2500Lb) 異型法蘭材質:201.202.301.302.303.304L.309S.310S、316.316L.317.317L.321.410.420等. 異型法蘭在使用和生產中具有不同的生產標準,按照相應的標準生產和使用,能夠保證異型法蘭在實際中的使用價值和作用。
通常情況下,總是將異型法蘭分成若干弧段進行加工。首先,將毛坯鍛成方坯,然后冷彎成弧段,退火去應力熱處理后,拼成整圓在立車上加工到設計的形狀和尺寸,最后運至施工現場,再將若干弧段組焊成完整的異型法蘭并與壓力容器組焊。
由于異型法蘭的容器筒體的公稱直徑和管子的公稱直徑所代表的具體尺寸不同,所以,同樣公稱直徑的容器法蘭和管法蘭,它們的尺寸亦不相同,二者不能互相代用。
異型法蘭加工常見問題
-
車床和銑床就能搞定,銑床用炮塔式配數顯尺就更方便了,不需來回轉等專用夾具就可完成
-
法蘭一般加工制作程序為:買原材料→切割下料→固溶→ 鍛打成型 →車床精加工。具體如圖所示:法蘭,又叫法蘭凸緣盤或突緣。法蘭是管子與管子之間相互連接的零件,用于管端之間的連接;也有用在設備進出口上的法蘭...
-
鑄造出來的法蘭,毛坯形狀尺寸準確,加工量小,成本低,但有鑄造缺陷(氣孔、裂紋、夾雜);鑄件內部組織流線型較差(如果是切削件,流線型更差);鍛造法蘭一般比鑄造法蘭含碳低不易生銹,鍛件流線型好,組織比較致...
異型法蘭加工文獻

 真空鍋爐換熱器異型法蘭的設計
真空鍋爐換熱器異型法蘭的設計
格式:pdf
大小:151KB
頁數: 未知
評分: 4.6
根據冀東油田唐海礦區鍋爐房的改造要求,對使用的大功率一體式真空供暖鍋爐的換熱器結構進行優選設計。由于采用了異型法蘭的結構,使該大功率真空供暖鍋爐結構緊湊、外形尺寸小、安裝方便、節約材料,不僅實現了舊鍋爐原位置安裝,滿足了現場空間小的安裝要求,同時采用Solidworks軟件驗證了異型法蘭結構是滿足強度要求的。
 法蘭加工尺寸表
法蘭加工尺寸表
格式:pdf
大小:151KB
頁數: 2頁
評分: 4.5
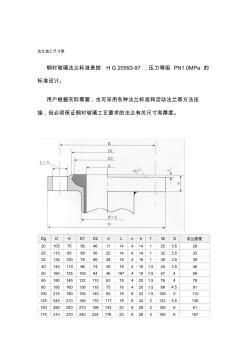
法蘭加工尺寸表 鋼襯玻璃法蘭標準是按 H G 20593-97 ,壓力等級 PN1.0MPa 的 標準設計。 用戶根據實際需要,也可采用各種法蘭標準和活動法蘭等方法連 接,但必須保證鋼襯玻璃工藝要求的法蘭有關尺寸和厚度。 Dg D K D1 D2 d L n h f Ф S 法蘭直徑 20 105 75 56 46 17 14 4 14 1 25 3.5 26 25 115 85 68 56 22 14 4 14 1 32 3.5 33 32 135 100 78 66 28 18 4 16 1 38 3.5 39 40 145 110 86 74 35 18 4 16 1.5 45 3.5 46 50 160 125 100 84 46 187 4 18 1.5 57 4 59 65 180 145 122 110 63 18 4 20 1.5 76 4 78 80 195 160 13
異型法蘭相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 四線電阻觸摸屏
- 法蘭地草莓苗
- 熔斷電阻器
- 鈦法蘭
- 焦炭電阻率測定方法
- 發光地磚
- 電阻應變式稱重傳感器
- 旱噴地磚燈
- 鐵道用鋼材
- WebGIS開發實踐手冊
- 巨磁電阻
- 米多蘭陶瓷地板磚
- 發電地磚
- 法蘭多爾
- 差動電阻式傳感器
- 聚晶微粉地磚
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 制定機械加工勞動定額切削用量時間標準若干問題
- 有色金屬資源綜合回收冶煉企業的加工費指標及其運用
- 應用卡耶里(CAYERE)方法測量聯接法蘭面水平
- 在磁翻板液位計安裝時為什么要在法蘭接口處加裝閥門
- 燃燒室高度加工中在線測量系統精確性的方法
- 中國加工玻璃(含原片玻璃生產)機械裝備的市場發展
- 工程建設資料檔案記錄管理表格原材料及鋼筋加工檢驗批
- 關于材料加工專業學生創新能力培養實驗教學改革
- 工程陶瓷超精加工工藝參數對表面粗糙度影響實驗
- 改進密封滾輪溝槽形式和加工方法
- 工程力學畢業論文機械加工工藝自動化生產與安全管理
- 關于做好我市建筑施工企業農民工參加工傷保險工作意見
- 關于特種加工專業委員會學術年會征稿通知
- 杠桿零件機械加工工藝規程及專用夾具設計說明書資料
- 工藝閥門、法蘭、墊片基礎知識
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司