

10CrNi3MoV鋼低匹配對接接頭的拉伸疲勞性能
格式:pdf
大小:1.1MB
頁數:5P
人氣 :50
 4.8
4.8
通過余高削平的10CrNi3MoV鋼低匹配對接接頭的拉伸和脈動拉伸疲勞試驗,研究了匹配比對高強鋼對接接頭力學性能的影響,給出了匹配比與削平對接接頭疲勞強度及壽命的關系方程.結果表明,隨匹配比降低,削平對接接頭抗拉強度、斷后伸長率和疲勞強度降低,但匹配比對接頭抗拉強度影響較小,對斷后伸長率和疲勞強度影響較大;由于焊縫冶金強化和力學強化效應的作用,接頭抗拉強度和疲勞強度遠高于焊縫熔敷金屬本身.匹配比過低的焊接結構缺少滿足需要的塑性儲備,以接頭斷裂模式為標準,進行了匹配比下限值的初步界定.



 低匹配對接接頭尺寸設計原則研究
低匹配對接接頭尺寸設計原則研究 低匹配對接接頭尺寸設計原則研究
格式:pdf
大小:190KB
頁數:未知
針對高強鋼低匹配對接焊接頭,提出了接頭靜載強度與母材等強、接頭疲勞強度滿足某一焊趾應力集中系數要求的接頭尺寸設計原則,并通過有限元計算給出了30~80mm厚板的低匹配對接接頭尺寸參數設計圖。
低強匹配對接接頭焊接殘余應力的數值模擬分析 低強匹配對接接頭焊接殘余應力的數值模擬分析
格式:pdf
大小:387KB
頁數:5P
本文采用數值模擬方法,分析了低強匹配對接接頭2種拘束條件、5種屈服強度匹配系數的焊接殘余應力。結果表明,低強匹配接頭焊根處的三向殘余拉應力較小,對靜載強度影響不大;焊趾處的三向殘余拉應力較大,對疲勞強度和冷裂傾向有不利影響。自由狀態的縱向殘余應力和兩端約束狀態的橫向殘余應力,焊縫金屬屈服強度每降低25mpa,其殘余應力減少約11mpa。
編輯推薦下載
10CrNi3MoV鋼焊接接頭彎曲試驗彎心直徑的探討 10CrNi3MoV鋼焊接接頭彎曲試驗彎心直徑的探討
格式:pdf
大小:419KB
頁數:3P
4.6
采用不同彎心直徑,測定了屈服強度為590mpa級10crni3mov鋼焊接接頭彎曲試驗后不同部位的伸長率,并結合該級別鋼彎曲試驗的其它相關規定,說明了現行的10crni3mov鋼焊接接頭彎曲試驗中彎心直徑的規定比較苛刻,亟待修訂。
彈性階段低匹配對接接頭三點彎曲余高形狀設計 彈性階段低匹配對接接頭三點彎曲余高形狀設計
格式:pdf
大小:518KB
頁數:未知
4.7
彈性階段以提高低匹配接頭彎曲承載能力為目標,基于材料力學方法針對三點彎曲時低匹配對接接頭的余高形狀設計,提出了等彎曲承載能力(eblcc)的設計思想、判據及實現條件,并給出了三點彎曲接頭余高形狀設計方案,同時對理論分析結果進行了有限元驗證.結果表明,理論計算余高形狀為拋物線形,有限元結果與理論分析基本吻合,eblcc設計使峰值應力從低匹配接頭承載薄弱的焊縫區轉移到近焊趾的母材部位,從而提高了低強焊縫的彎曲承載與抵抗彎曲變形能力.余高雙側對稱圓弧型可以替代拋物線型.這種設計方法對高強鋼低匹配對接接頭設計及應用具有參考和指導意義.
10CrNi3MoV鋼低匹配對接接頭的拉伸疲勞性能熱門文檔
10CrNi3MoV/BFe30-1-1復合板大尺寸彎頭對接接頭焊接工藝研究 10CrNi3MoV/BFe30-1-1復合板大尺寸彎頭對接接頭焊接工藝研究
格式:pdf
大小:545KB
頁數:4P
4.5
對10crni3mov/bfe3011復合板彎頭對接接頭進行x射線探傷,發現在焊縫上存在兩條明顯的線性顯示,但是依據焊接接頭缺陷判定方法和經驗不能準確判定該線性顯示為何種缺陷,針對這種線性顯示進行研究,確定該缺陷顯示為過渡層焊縫與復層間形成的連續空穴在x光片上得顯示,經對坡口形式和焊接順序進行調整,可以有效避免此類缺陷的產生

各種型鋼對接接頭參考值
格式:pdf
大小:105KB
頁數:4P
4.4
各種型鋼對接接頭參考值 1.等邊角鋼對接接頭參考值(mm) 角鋼對接接頭角鋼接頭角鋼長(l)空隙(δ)焊縫高(h)角鋼對接接頭角鋼接頭角鋼長(l) 空隙 (δ) 焊縫高(h) 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 210 220 230
 冷軋鋼壓印接頭拉伸-剪切和疲勞性能研究
冷軋鋼壓印接頭拉伸-剪切和疲勞性能研究 冷軋鋼壓印接頭拉伸-剪切和疲勞性能研究
格式:pdf
大小:472KB
頁數:5P
4.8
對冷軋鋼圓形連接點和矩形連接點的壓印接頭進行拉伸-剪切試驗,研究連接點形狀對接頭拉伸-剪切性能的影響。并對圓形連接點壓印接頭進行疲勞試驗。試驗結果表明,兩種接頭拉伸-剪切強度和剛度相當。圓形連接點拉伸-剪切過程中的能量吸收值大于矩形連接點,矩形連接點的失效形式為上板拉脫失效。應力比r=0.5,當最大疲勞載荷為接頭強度的95%時,接頭循環壽命可以達到137萬次,為80%時,可以達到疲勞極限500萬次。疲勞失效形式為上板接頭處產生裂紋,裂紋方向與加載方向大致呈90°。提出了圓形點壓印接頭的拉伸-剪切強度預測公式和疲勞壽命計算公式,拉伸-剪切強度公式的誤差為6.9%。
焊接接頭拉伸試驗
格式:pdf
大小:14KB
頁數:2P
4.6
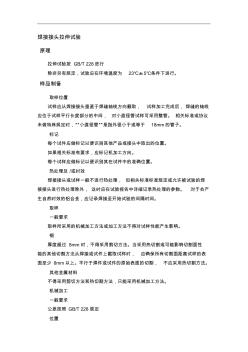
焊接接頭拉伸試驗 原理 拉伸試驗按gb/t228進行 除非另有規定,試驗應在環境溫度為23℃±5℃條件下進行。 樣品制備 取樣位置 試樣應從焊接接頭垂直于焊縫軸線方向截取,試樣加工完成后,焊縫的軸線 應位于試樣平行長度部分的中間,對小直徑管試樣可采用整管。相關標準或協議 未做特殊規定時,“小直徑管”是指外徑小于或等于18mm的管子。 標記 每個試件應做標記以便識別其他產品或接頭中取出的位置。 如果相關標準有要求,應標記機加工方向。 每個試樣應做標記以便識別其在試件中的準確位置。 熱處理及/或時效 焊接接頭或試樣一般不進行熱處理,但相關標準標準規定或允許被試驗的焊 接接頭進行熱處理除外,這時應在試驗報告中詳細記錄熱處理的參數。對于會產 生自然時效的鋁合金,應記錄焊接至開始試驗的間隔時間。 取樣 一般要求 取樣所采用的機械加工方法或加工方法不得對試樣性能產生影響。 鋼
10CrNi3MoV鋼低匹配對接接頭的拉伸疲勞性能精華文檔
焊接接頭超聲檢測講稿4-曲面對接接頭的超聲檢測
格式:pdf
大小:352KB
頁數:13P
4.6
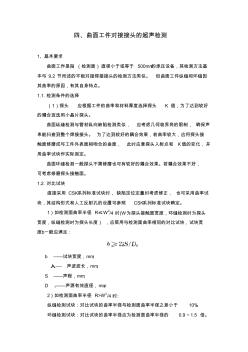
四、曲面工件對接接頭的超聲檢測 1、基本要求 曲面工作是指(檢測面)直徑小于或等于500mm的承壓設備,其檢測方法基 本與9.2節所述的平板對接焊接接頭的檢測方法類似。但曲面工件縱縫和環縫因 其曲率的原因,有其自身特點。 1.1.檢測條件的選擇 (1)探頭應根據工件的曲率和材料厚度選擇探頭k值,為了達到較好 的耦合宜選用小晶片探頭。 曲面縱縫檢測與管材縱向缺陷檢測類似,應考慮幾何臨界角的限制,確保聲 束能掃查到整個焊接接頭。為了達到較好的耦合效果,若曲率較大,應將探頭接 觸面修磨成與工件外表面相吻合的曲面,此時應意探頭入射點和k值的變化,并 用曲率試塊作實際測定。 曲面環縫檢測一般探頭不需修磨也可有較好的耦合效果。若耦合效果不好, 可考慮修磨探頭接觸面。 1.2.對比試塊 直接采用csk系列標準試塊時,缺陷定位定量時考慮
焊趾熔修改善焊接接頭疲勞性能的研究現狀 焊趾熔修改善焊接接頭疲勞性能的研究現狀
格式:pdf
大小:322KB
頁數:未知
4.6
綜述了近年來焊趾熔修技術在改善焊接接頭疲勞壽命方面的研究現狀,并對最新研究成果與該技術的研究進展進行總結。指出了目前在該領域存在的問題與不足,最后對提高焊接接頭疲勞壽命的研究方向和工作重點進行展望。
激光沖擊強化對不銹鋼焊接接頭拉伸性能的影響 激光沖擊強化對不銹鋼焊接接頭拉伸性能的影響
格式:pdf
大小:951KB
頁數:5P
4.3
利用激光沖擊強化對12cr2ni4a不銹鋼焊接接頭進行處理,比較了激光沖擊一次和二次前后焊接接頭拉伸性能、顯微硬度和表面殘余應力.結果表明,12cr2ni4a焊接試件經過二次激光沖擊強化后,顯微硬度提高了50%,抗拉強度由818.5mpa提升至863.8mpa,并且斷裂區域由焊接熱影響區轉移至基體處,焊接試件的拉伸性能顯著提高.激光沖擊強化消除的焊接殘余拉應力是焊接接頭拉伸性能提高的主要原因.
基于原位拉伸的CrMoV鋼焊接接頭局部力學性能研究 基于原位拉伸的CrMoV鋼焊接接頭局部力學性能研究
格式:pdf
大小:3.1MB
頁數:12P
4.7
采用微拉伸試驗研究了crmov鋼焊接接頭焊縫金屬的局部力學性能,并對焊縫金屬進行了微觀組織觀察和顯微硬度測試。結果表明,焊縫金屬呈現不均勻的微觀組織分布;焊縫金屬環向試樣的拉伸強度要大于徑向和軸向試樣的拉伸強度,而焊縫中心所取試樣的拉伸強度要小于焊道上所取試樣的拉伸強度。結合金相分析得到,焊接接頭焊縫金屬最薄弱的部位在焊縫中心等軸晶區。
10CrNi3MoV鋼低匹配對接接頭的拉伸疲勞性能最新文檔

各種型鋼對接接頭參考值 (2)
格式:pdf
大小:104KB
頁數:4P
4.7
各種型鋼對接接頭參考值 1.等邊角鋼對接接頭參考值(mm) 角鋼對接接頭角鋼接頭角鋼長(l)空隙(δ)焊縫高(h)角鋼對接接頭角鋼接頭角鋼長(l) 空隙 (δ) 焊縫高(h) 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 210 220 230


鋼筋機械連接接頭拉伸性能檢驗報告
格式:pdf
大小:18KB
頁數:1P
4.3
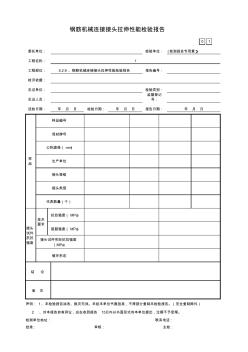
01 樣 品 接頭 試件 抗拉 強度 技術 要求 檢測單位地址:聯系電話: 批準:審核:主檢: 結論 備注 聲明:1、本檢驗報告涂改、換頁無效。未經本單位書面批準,不得部分復制本檢驗報告。(完全復制除外) 2、對本報告如有異議,應在收到報告15日內以書面形式向本單位提出,過期不予受理。 接頭試件實際抗拉強度 (mpa) 破壞形態 抗拉強度(mpa) 屈服強度(mpa) 接頭類型 代表數量(個) 生產單位 接頭等級 母材牌號 公稱直徑(mm) 樣品編號 見證人員: 監督登記 號: 送檢日期:年月日檢驗日期:年月日報告日期:年月日 檢評依據: 見證單位:檢驗類別: 工程名稱:1 工程部位:5.2.9、鋼筋機械連接接頭拉伸性能檢驗報告報告編號: 鋼筋機械連接接頭拉伸性能檢驗報告 委托單位:檢驗
焊接接頭橫向拉伸試驗結果分析 焊接接頭橫向拉伸試驗結果分析
格式:pdf
大小:82KB
頁數:4P
4.4
通過一系列對比試驗,研究分析了q345焊接試板焊接接頭橫向拉伸性能與全焊縫和焊板母材之間的差異,探索接頭橫向拉伸所得屈服強度與斷后伸長率的合理性。結果表明,接頭橫向拉伸所獲得的屈服強度值介于母材與全焊縫的值之間,且試驗結果受所用引伸計標距的影響較為顯著;接頭橫向拉伸斷裂位置雖在母材上,但抗拉強度值要高于母材強度近20mpa,斷后伸長率則比母材低了近10%,但仍高于全焊縫的值。
AZ31B鎂合金焊接接頭疲勞性能改善方法研究
格式:pdf
大小:5.1MB
頁數:70P
4.5
太原理工大學 碩士學位論文 az31b鎂合金焊接接頭疲勞性能改善方法研究 姓名:張蘭 申請學位級別:碩士 專業:材料加工工程 指導教師:王文先 20100501 太原理工大學碩士研究生學位論文 i az31b鎂合金焊接接頭疲勞性能改善方法研究 摘要 鎂合金具有輕質高強,資源豐富,易于回收等一系列優點,被譽為“21 世紀綠色金屬結構材料”。發展復雜的大型鎂合金結構,焊接技術是最為重 要、快捷的加工方法之一,也是突破鎂合金廣泛應用瓶頸的重要手段。然 而,統計資料表明,70%~90%的焊接結構失效是由于焊接接頭的疲勞斷裂 造成。因此,研究鎂合金焊接接頭的疲勞性能及改善方法具有重要的理論 意義和實際價值。 本文對az31b鎂合金對接和十字兩種接頭型式的焊接試件的疲勞性能 進行了研究。az31b鎂合金對接接頭的試驗中值s-n曲線為 lgn=

10CrNi3MoV鋼氣體保護焊氫致裂紋的萌生和擴展
格式:pdf
大小:222KB
頁數:4P
3
10crni3mov鋼氣體保護焊氫致裂紋的萌生和擴展——研究了氣體保護焊(w?~1960一s焊絲和at+20%co氣體)不預熱焊接590mpa級10crni3mov鋼氫致裂紋萌生和擴展規律。在一5℃和相對濕度80%的條件下,采用小鐵研抗裂性試驗方法進行抗裂性試驗。通過比較單道焊和雙道...
鋼橋面板頂板-縱肋連接接頭的疲勞性能 鋼橋面板頂板-縱肋連接接頭的疲勞性能
格式:pdf
大小:543KB
頁數:未知
4.4
對鋼橋面板整體模型進行了有限元分析。結果表明,頂板橫向應力在橫橋向的分布表現出類似彈性支承多跨連續梁的受力特點,且頂板橫向應力基本全部為彎曲應力,膜應力很小,在頂板-縱肋連接處縱肋應力遠小于頂板橫向應力。頂板-縱肋連接處的應力縱向和橫向影響線很短,疲勞驗算可不考慮同一車輛軸重間的相互影響及多車效應。增加頂板厚度可大大降低頂板的應力幅,鋪裝層的完整性對鋼橋面板十分重要。此外,還對該類型接頭的疲勞分級及現行歐洲規范eurocode和美國規范aashtolrfd的相關條款進行了分析。為考慮車輛荷載通過引起的非成比例多軸疲勞效應,輪荷載滾動加載足尺模型試驗和分析方法需要進一步深入研究。
中徑管對接接頭射線檢驗新工藝 中徑管對接接頭射線檢驗新工藝
格式:pdf
大小:103KB
頁數:1P
4.8
介紹了通過采取適當曝光量等措施,使用低能量、長時間透照工藝;對中徑管對接接頭的射線底片評定得知:通過射線機當時的曝光曲線對應的透照厚度采用適當曝光量,得到符合質量要求的射線底片,從而保證發現的缺陷準確評定,確保焊接接頭的內在質量。
10CrNi3MoV鋼低匹配對接接頭的拉伸疲勞性能相關
文輯推薦
知識推薦
百科推薦


職位:質量控制工程師
擅長專業:土建 安裝 裝飾 市政 園林


