

X65海底管道水下摩擦螺柱焊工藝研究及焊接工裝設計
格式:pdf
大小:6KB
頁數:2P
人氣 :77
 4.4
4.4
X65海底管道水下摩擦螺柱焊工藝研究及焊接工裝設計 海底管道通常采用加裝犧牲陽極的方式進行防腐保護 ,而犧牲陽 極在海洋環境中容易耗損或者丟失。 我國水下安裝犧牲陽極的傳統方 法為管夾安裝 ,但其連接可靠性低。摩擦螺柱焊可高效率實現螺柱在 構件上的焊接 ,并且作為一種固相焊接方法對水深不敏感 ,用于海底 管道犧牲陽極更換時具有突出的技術優越性。 目前國內大量水下陽極 安裝工程被國外公司利用摩擦螺柱焊技術壟斷 ,其安裝成本高、周期 長。為打破國外技術壟斷 ,本文對 X65海底管道進行水下摩擦螺柱焊 工藝研究 ,并設計制造了一套焊接工裝用于水下陽極的安裝。本文主 要研究內容如下 :(1) 水下摩擦螺柱焊可焊性試驗研究在常規水環境 下進行摩擦螺柱焊可焊性試驗 ,得到焊接可順利進行的工藝參數區間 , 對焊接接頭進行形貌分析。 結果表明 :螺柱與管道結合良好 ,且結合區 域未發現宏觀缺陷。對焊接接頭




焊接工裝設計說明書
格式:pdf
大小:325KB
頁數:14P
delegates,staff:hello!intherun-uptothespringfestival,weheldonesessionoffourstaffrepresentativesconference2013-workshop,fullbackin2012,carefulanalysisofthecurrentsituation,discuss2013developmentplans.here,onbehalfofmycompany2013workreportstothegeneralassembly,forconsideration.pillari,2012backin2012,xxpowercompaniesadhereto
 三棱鉆桿焊接工裝設計
三棱鉆桿焊接工裝設計 三棱鉆桿焊接工裝設計
格式:pdf
大小:147KB
頁數:2P
三棱鉆桿在松軟突出煤層中應用廣泛,但在使用過程中發現,公母接頭同軸度超差,鉆桿在連接處彎曲,導致鉆桿與導向套銅套摩擦且在薄弱處易發生斷裂.為解決這一問題,設計了焊接工裝,簡要敘述了該工裝主要零件的設計.實踐證明,使用該工裝可有效地解決三棱鉆桿同軸度超差的問題,鉆桿質量得到進一步的提升.
編輯推薦下載
挖掘機挖斗支耳板焊接工裝設計 挖掘機挖斗支耳板焊接工裝設計
格式:pdf
大小:175KB
頁數:3P
4.6
通過對挖斗支耳板結構、焊接工藝及定位要求分析,設計了支耳板焊接專用工裝。本套工裝安裝和拆卸焊接件簡便,保證了焊接精度,提高了焊接質量和效率,方便了焊接作業。
摩托車車架焊接工裝設計
格式:pdf
大小:6KB
頁數:2P
4.7
摩托車車架焊接工裝設計 摩托車車架焊接工裝設計淺論 作為摩托車的主要部件,車架的品質對摩托車整車性能產生重大影響。而車架焊接工裝的設計,不僅直接影 響到車架的制造精度,也是決定車架焊接生產效率的關鍵因素之一。 焊接工藝方案的制定 準備工作 明確設計任務,研究產品資料,對現有生產要素調研。 一般應具備下列資料。車架生產綱領。 車架產品圖紙、相關零部件配裝圖(表)。 了解現有生產條件:包括生產線產能及設備狀態。 工藝方案的制定 在保證焊接質量、焊接工藝性、工序平衡和焊接生產效率的前提下,完成以下項目內容: 以生產綱領為基礎確定生產節拍。 根據車架零部件的裝配順序、焊縫類型及位置尺寸、生產節拍等綜合因素來決定車架的生產組織形式及工藝 流程,確定各個零部件的焊接工序,工裝數量及生產線布局。完成工程品質表及作業指導書的編制。 模擬工人及工裝設備作業狀態,完成焊接工裝設想圖。 焊接工裝設計 正確地設計
X65海底管道水下摩擦螺柱焊工藝及焊接工裝設計熱門文檔
掘進機回轉臺焊接工裝設計 掘進機回轉臺焊接工裝設計
格式:pdf
大小:407KB
頁數:未知
4.4
回轉臺是掘進機的一個重要組成部件,其生產制造質量好壞決定著整機的使用性能。文章針對掘進機回轉臺制造過程中暴露出的一些問題,設計一種回轉臺焊接工裝,該工裝可使生產制造回轉臺時,焊接零件定位更準、尺寸精度更高,減少機械加工量,提高生產效率,降低生產成本。

 Inconel625/X65復合管焊接工藝及接頭性能研究
Inconel625/X65復合管焊接工藝及接頭性能研究 Inconel625/X65復合管焊接工藝及接頭性能研究
格式:pdf
大小:562KB
頁數:5P
4.3
對雙金屬復合管進行了gtaw(tiptig)對接焊試驗,并對接頭進行了拉伸、彎曲、沖擊、硬度測試以及無損探傷,利用光學顯微鏡、化學分析方法對接頭金相組織和主要合金元素進行了分析。結果表明,焊接接頭無缺陷,力學性能優良,焊縫區為晶粒非常細小的柱狀樹枝狀奧氏體組織,主要合金元素含量均勻穩定,耐蝕性能良好。
焊接工裝夾具應用
格式:pdf
大小:21KB
頁數:14P
4.7
焊接工裝夾具及其在生產中的運用 焊接工裝夾具就是將焊件準確定位和可靠夾緊,便于焊件進行裝配和焊接、保證焊 件結構精度方面要求的工藝裝備。在現代焊接生產中積極推廣和使用與產品結構相適應的工 裝夾具,對提高產品質量,減輕工人的勞動強度,加速焊接生產實現機械化、自動化進程等 方面起著非常重要的作用。 在焊接生產過程中,焊接所需要的工時較少,而約占全部加工工時的2/3以上的時 間是用于備料、裝配及其他輔助的工作,極大的影響著焊接的生產速度。為此,必須大力推 廣使用機械化和自動化程度較高的裝配焊接工藝裝備。 焊接工裝夾具的主要作用有以下幾個方面: (1)準確、可靠的定位和夾緊,可以減輕甚至取消下料和劃線工作。減小制品的尺寸 偏差,提高了零件的精度和可換性。 (2)有效的防止和減輕了焊接變形。 (3)使工件處于最佳的施焊部位,焊縫的成型性良好,工藝缺陷明顯降低,焊接速度 得以提高。 (4)
X65海底管道水下摩擦螺柱焊工藝及焊接工裝設計精華文檔
 X65級薄壁直縫埋弧焊管焊接工藝試驗研究
X65級薄壁直縫埋弧焊管焊接工藝試驗研究 X65級薄壁直縫埋弧焊管焊接工藝試驗研究
格式:pdf
大小:382KB
頁數:4P
4.4
針對x65級9.5mm薄壁jcoe鋼管進行了內外焊三絲和雙絲兩種不同焊接工藝參數的試驗研究,并對兩種方案的焊接接頭性能進行對比分析。結果表明,兩種方案均能滿足技術條件要求,內外焊雙絲焊接工藝生產的鋼管各項指標更優。選擇該方案在工廠進行了批量生產,其焊縫拉伸性能均達到標準要求,且斷裂位置均位于母材;母材、焊縫及熱影響區的硬度均低于較低技術條件最大允許硬度265hv10的要求;焊縫組織為針狀鐵素體,焊接接頭具有良好的韌性。
X65管線鋼焊縫返修的焊接工藝 X65管線鋼焊縫返修的焊接工藝
格式:pdf
大小:140KB
頁數:2P
4.6
本文依據工藝管道的施工特點,分析研究了油氣處理終端段塞流捕集器設備制作所采用的x65管線鋼的焊縫返修的焊接工藝。根據jb/t4730-2005《承壓設備無損檢測》的有關規定和業主的相關要求,結合現場施工的實際情況,項目組對段塞流捕集器不合格焊縫進行了返修。通過施工實踐證明,射線探傷和管口外觀檢查合格,各項性能指標均能滿足相關要求,取得了良好的實施效果。
 拆卸雙頭螺柱工裝設計
拆卸雙頭螺柱工裝設計 拆卸雙頭螺柱工裝設計
格式:pdf
大小:78KB
頁數:1P
4.4
我公司是生產多缸內燃機的專業廠家,生產過程中經常會遇到雙頭螺柱的拆卸問題,如噴油器壓板螺柱、噴油泵螺柱等處。以往人工拆卸雙頭螺栓常常利用兩個背緊螺母和扳手借助螺紋副摩擦力來實現,但其效率低、耗力耗時,有些雙頭螺柱還會因銹蝕等原因無法拆卸,不得不采用野蠻手段拆卸,這樣做會有很多連帶損
X65海底管道水下摩擦螺柱焊工藝及焊接工裝設計最新文檔
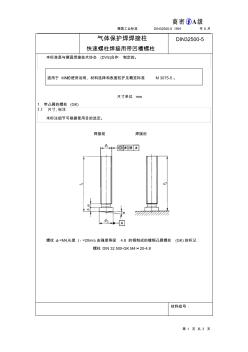
DIN32500-5氣體保護焊焊接柱快速螺柱焊接用帶凹槽螺柱
格式:pdf
大小:107KB
頁數:3P
4.6
德國工業標準din32500-51991年6月 第1頁共3頁 氣體保護焊焊接柱 快速螺柱焊接用帶凹槽螺柱 din32500-5 本標準是與德國焊接技術協會(dvs)合作制定的。 適用于mn的使用說明、材料選擇和表面防護見概覽標準m3075-5。 尺寸單位mm 1帶凸肩的螺柱(gk) 1.1尺寸,標注 未標注細節可根據使用目的選定。 焊接前焊接后 螺紋d1=m4,長度l1=20mm,由強度等級4.8的鋼制成的鍍銅凸肩螺柱(gk)的標記: 螺柱din32500-gkm4×20-4.8 材料組號: 德國工業標準din32500-51991年
X65/316L復合管的焊接工藝及焊接質量控制 X65/316L復合管的焊接工藝及焊接質量控制
格式:pdf
大小:140KB
頁數:未知
4.7
大澇壩凝析氣田循環注氣工程是中石化首家注氣開發工程,大澇壩2號構造的dlk3,dlk9,dlk12為高壓注氣井,注氣管線設計壓力為52mpa;注氣氣源是大澇壩氣田和雅克拉氣田生產的天然氣,氣體中含co2和h2s,其中φ(co2)2.03%~3.28%,φ(h2s)5.12%~11.98%,腐蝕性強,注氣管線采用耐腐蝕的x65/316l雙金屬復合管。從復合管基管材料、內襯層材料及其焊接性能出發,介紹x65/316l雙金屬復合管焊接工藝及質量控制等關鍵環節,使大澇壩循環注氣管線性能滿足設計要求,確保注氣管線后期正常運行。
機車工字型中梁組焊工裝設計及焊接變形控制 機車工字型中梁組焊工裝設計及焊接變形控制
格式:pdf
大小:278KB
頁數:4P
4.8
新西蘭機車中梁為工字型梁,總長16400mm.對于中梁鋼結構的組對和焊接,其難點在于上下蓋板厚度不一,上蓋板為20mm,下蓋板為40mm,上下蓋板焊后容易產生角變形,縱向焊后容易產生下撓度.通過對中梁焊接工藝和工裝設計研究,采用工藝放量,反變形,設計和研究中梁組對工裝、夾緊裝置和焊接翻轉工裝,機械火焰矯正等方法,控制焊接變形,保證中梁尺寸精度和焊接質量.中梁組對胎的設計包括擋板、隔板、支撐板、筋板、墊板、槽鋼,夾緊裝置包括中梁絲杠和絲套.通過生產驗證,該組焊工裝安全可靠,可完成中梁鋼結構主要結構部件的組對與焊接,滿足設計圖紙中的各項技術要求.
三維柔性組合焊接工裝結構及使用特點 三維柔性組合焊接工裝結構及使用特點
格式:pdf
大小:181KB
頁數:未知
4.4
目前,山推開發新產品的速度很快,傳統的專用焊接工裝已不能適應新產品焊接工藝要求,為此我們研制了三維柔性組合焊接工裝。該工裝適用于焊接批量小、精度高的結構件,既可滿足產品質量要求,又可縮短產品試制周期,還可減少資金投入。1.工裝結構三維柔性組合焊接工裝主要由三維平臺、定位裝置、夾緊裝置等3部分組成。(1)三維平臺

焊接工裝夾具設計說明
格式:pdf
大小:86KB
頁數:8P
4.6
delegates,staff:hello!intherun-uptothespringfestival,weheldonesessionoffourstaffrepresentativesconference2013-workshop,fullbackin2012,carefulanalysisofthecurrentsituation,discuss2013developmentplans.here,onbehalfofmycompany2013workreportstothegeneralassembly,forconsideration.pillari,2012backin2012,xxpowercompaniesadhereto
半自動焊接工裝在翼箱焊接中的應用 半自動焊接工裝在翼箱焊接中的應用
格式:pdf
大小:250KB
頁數:未知
4.4
為提高裝載機前車架翼箱部件的焊接效率和品質,根據翼箱的結構特點,自行設計了翼箱背縫和圓搭半自動焊接工裝。此工裝結構簡單,造價較低,使用方便,且可靠性好,可供諸多結構件半自動焊接工裝做設計的借鑒參考。
挖掘機鏟斗組焊工裝設計 挖掘機鏟斗組焊工裝設計
格式:pdf
大小:220KB
頁數:3P
4.4
針對挖掘機鏟斗組焊工裝設計從定位到夾緊作了較全面的闡述,提出了一個切實可行的方案。同時引入了適合工裝設計的工具軟件solidworks,對于提高工效、縮短工裝設計過程和保證設計可靠性有著重要的作用。
柔性三維組合焊接工裝發展應用 柔性三維組合焊接工裝發展應用
格式:pdf
大小:91KB
頁數:1P
4.3
三維柔性組合焊接工裝夾具可通過三維空間任意組合,任意定位.產品具有經濟性;柔性化;精確性;重復性;模塊化;耐用性的特點。經過幾十年的發展,該系統已經成為鋼結構、基礎件以及一切焊接件加工中不可或缺的工具,用于定位和夾緊。
撐塊在焊接工裝中的應用 撐塊在焊接工裝中的應用
格式:pdf
大小:46KB
頁數:2P
4.7
在薄壁零件的焊接過程中,常常會因為焊接應力而產生變形,從而影響零件的質量,而焊后的殘余應力也影響產品的性能。因此,減少焊后變形與殘余應力不容忽視,而撐塊結構在一定程度上消除殘余應力與焊后變形。主要論述撐塊在焊接工裝中的應用。
PLC在釘頭管埋弧螺柱焊中的應用 PLC在釘頭管埋弧螺柱焊中的應用
格式:pdf
大小:304KB
頁數:5P
4.6
為了對釘頭管焊接過程進行精確控制,將plc應用于釘頭管埋弧螺柱焊焊接控制。介紹了釘頭管埋弧螺柱焊焊接控制系統的組成及控制要求,選用了艾默生ec10-2416bta型可編程控制器,采用艾默生編程軟件controlstart編制控制程序,實現了釘頭管埋弧螺柱焊的自動化焊接。該系統高效節能,并克服了手工焊勞動強度大、接頭質量差、焊接效率低等缺點,具有故障診斷和報警功能,并作出相應的處理,保證穩定焊接質量。
X65海底管道水下摩擦螺柱焊工藝及焊接工裝設計相關
文輯推薦
知識推薦
百科推薦


職位:現場給排水工程師
擅長專業:土建 安裝 裝飾 市政 園林


