

不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能研究
格式:pdf
大小:274KB
頁數:3P
人氣 :60
 4.6
4.6
熱鍍鋁鋼板由于具有鋼的強度和鋁覆層的優異的耐蝕性、耐熱性等,應用日益廣泛。目前,其焊接工藝一直倍受關注。介紹了采用18-8型不銹鋼焊條,通過手弧焊對熱鍍鋁鋼板(δ>5mm)進行焊接的工藝方法,并對焊后的接頭組織進行了分析。



不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能研究
格式:pdf
大小:220KB
頁數:3P
不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能研究——熱鍍鋁鋼板由于具有鋼的強度和鋁覆層的優異的耐蝕性、耐熱性等,應用日益廣泛。目前.其焊接工藝一直倍受關注。介紹了采用18—8型不銹鋼焊條,通過手弧焊對熱鍍鋁鋼板(8>5mm)進行焊接的工藝方法,并對焊后的接頭...
 不銹鋼焊條焊接熔渣及與焊條工藝質量的關系
不銹鋼焊條焊接熔渣及與焊條工藝質量的關系 不銹鋼焊條焊接熔渣及與焊條工藝質量的關系
格式:pdf
大小:1.3MB
頁數:4P
采用電弧觀察、熔渣結構分析、平板堆焊等試驗方法,研究不銹鋼焊條焊接熔渣形成、特性以及與焊條工藝質量的關系。結果表明,焊條電弧區形成的包覆熔滴熔渣和套筒內壁熔渣,在熔滴與包覆熔渣間,以及熔滴與套筒內壁間發生的冶金反應,控制電弧形態和熔滿過渡形態,進而控制焊條諸如穩弧性、焊接飛濺、焊縫中的氣孔等工藝質量。進入熔池反應后覆蓋焊縫的熔渣特性(含高溫和固態結構),控制焊縫成形、脫渣性及氣孔等工藝質量。后段焊條藥皮溫升,將導致兩種現象:一是藥皮內層局部熔化,在藥皮內層與焊芯間形成結合層,藥皮不脫落,焊條工藝穩定性完好;二是藥皮內層未局部熔化,在藥皮內層與焊芯間未形成結合層,藥皮開裂或脫落,焊條工藝穩定性變壞,嚴重時被迫停焊,剩余焊條報廢。
編輯推薦下載
 雙相不銹鋼焊條的研制
雙相不銹鋼焊條的研制 雙相不銹鋼焊條的研制
格式:pdf
大小:81KB
頁數:2P
4.7
介紹了雙相不銹鋼焊條af310的研制過程,分析了焊條藥皮渣系、熔敷金屬合金元素對該焊條性能的影響,確定了合理的藥皮配方,所研制的雙相不銹鋼焊條af310工藝性能良好,熔敷金屬機械性能達到或接近國外同類產品水平。
不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能熱門文檔
不銹鋼焊條的型號及選用
格式:pdf
大小:66KB
頁數:5P
4.7
. '. 不銹鋼焊條的型號及選用 (1)不銹鋼焊條的型號 根據gb/t983—1995《不銹鋼焊條》的規定,不銹鋼焊條型號根據熔敷金屬的化學成分、藥皮類型、焊接位置及焊接電流種類劃分。其型號編制方法是:首字母“e”表示焊條,“e”后面的 數字表示熔敷金屬化學成分分類代號,如有特殊要求的化學成分,該化學成分用元素符號表示,放在數字的后面;短劃“-”后面的兩位數字表示藥皮類型、焊接位置及焊接電流種類。不銹鋼焊條 分類見表10-1所示。 表10-1不銹鋼焊條分類 焊條類型焊接電流焊接位置焊條類型焊接電流焊接位置 e×××(×)-15 e×××(×)-25 直流反接 全位置e×××(×)-16 e×××(×)-17 e×××(×)-26 交流或 直流反接 全位置 平焊、橫焊 平焊、橫焊 不銹鋼焊條型號舉例: (2)不銹鋼焊條的牌號 ①牌號前加“g”
不銹鋼焊條的型號及選用
格式:pdf
大小:95KB
頁數:7P
4.4
______________________________________________________________________________________________________________ 精品資料 不銹鋼焊條的型號及選用 (1)不銹鋼焊條的型號 根據gb/t983—1995《不銹鋼焊條》的規定,不銹鋼焊條型號根據熔敷金屬的化學成分、 藥皮類型、焊接位置及焊接電流種類劃分。其型號編制方法是:首字母“e”表示焊條,“e”后 面的數字表示熔敷金屬化學成分分類代號,如有特殊要求的化學成分,該化學成分用元素符 號表示,放在數字的后面;短劃“-”后面的兩位數字表示藥皮類型、焊接位置及焊接電流種類。 不銹鋼焊條分類見表10-1所示。 表10-1不銹鋼焊條分類 焊條類型焊接電流焊接位置焊條類型焊接電流焊接位置 e×××(×)-15 e×××(×
美國碳鋼焊條和不銹鋼焊條標準的新變化 美國碳鋼焊條和不銹鋼焊條標準的新變化
格式:pdf
大小:145KB
頁數:4P
4.7
美國1991年版的碳鋼焊條標準awsa5.1和1992年版的不銹鋼焊條標準awsa5.4,與1981年版作比較,都有了較大變化,它反映了其間取得的最新研究成果。
不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能精華文檔
不銹鋼焊條對照表
格式:pdf
大小:78KB
頁數:6P
4.7
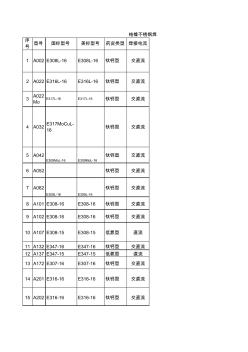
序 號 型號國標型號美標型號藥皮類型焊接電流 1a002e308l-16e308l-16鈦鈣型交直流 2a022e316l-16e316l-16鈦鈣型交直流 3a022mo e317l-16e317l-16鈦鈣型交直流 4a032e317mocul-16鈦鈣型交直流 5a042 e309mol-16e309mol-16 鈦鈣型交直流 6a052鈦鈣型交直流 7a062 e309l-16e309l-16 鈦鈣型交直流 8a101e308-16e308-16鈦鈣型交直流 9a102e308-16e308-16鈦鈣型交直流 10a107e308-15e308-15低氫型直流 11a132e347-16e347-16鈦鈣型交直流 12a137e347-15e347-15低氫型直流 13

不銹鋼焊條材質表
格式:pdf
大小:116KB
頁數:5P
4.6
不銹鋼焊條 牌號 型號 gb 熔敷金屬化學成分(%)(≤) 熔敷金屬力學性能 (≥) 特點與用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020 用于焊接ocr13及icr13不銹鋼結構也可用 于耐蝕耐磨的表面的堆焊(熔敷及時熱力學 性能試樣在860℃x2h緩冷至600℃然后空 冷。 thg207de410-150.121.00.900.0300.03011.0/13.50.70.75cu0.7552035主要用于閥門密封件的堆焊。 tha002e308l-160.040.5/2.50.900.0300.04018.0/21.09.0/11.0

不銹鋼焊條牌號
格式:pdf
大小:30KB
頁數:3P
4.5
品牌聯盛型號a002 類型 多款供 選 材質合金 藥皮性 質 多種可 選 直徑1.0--5.0mm 焊芯直 徑 1.0-5.0 mm 焊接電 流 120a 長度 300--50 0mm 工作溫 度 120℃ 電流幅 度 120a 適用范 圍 各種機械設備維修焊接 g202焊條e410-16焊條e410-16鈦鈣型交直流焊接0cr13、1cr13和耐磨、耐蝕的表 面堆焊 g207焊條e410-15焊條低氫型直流焊接0cr13、1cr13和耐磨、耐蝕的表面堆焊 g217焊條e410-15焊條低氫型直流焊接0cr13、1cr13和耐磨、耐蝕的表面堆焊 g302焊條e430-16焊條鈦鈣型交直流焊接cr17不銹鋼 g307焊條e430-15焊條低氫

不銹鋼焊條詳解
格式:pdf
大小:121KB
頁數:19P
4.5
【產品簡介】 說明:g207是低氫型藥皮的不銹鋼電焊條,采用直流反接,可全位置焊接。 用途:用于焊接0cr13及1cr13不銹鋼結構件。也可用于耐蝕、耐磨的表面堆焊。 熔敷金屬化學成分(%): cmnsicrnimocusp ≤0.12≤1.0≤0.9011.0-1 3.5 ≤0.7≤0.75≤0.75≤0.03 0 ≤0.04 0 熔敷金屬力學性能:(試樣在730-760℃保溫1h,以不超過60℃/h的速度隨爐冷至 315℃,然后空冷) 試驗項目抗拉強度σb(mpa)伸長率δ5(%) 保證值≥450≥20 參考電流: 焊條直徑 (mm)2.53.24.05.0 焊接電流(a)50~8080~120100~160150~200 注意: 1.注意防潮防摔; 2.焊前焊條需經250℃烘焙1小時; 3.焊前焊件必

不銹鋼焊條
格式:pdf
大小:156KB
頁數:4P
4.6
不銹鋼焊條 牌號 型號 gb 熔敷金屬化學成分(%)(≤) 熔敷金屬力學性能 (≥) 特點與用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.90 0.03 0 0.040 11.0/13 .5 0.70.75cu0.7545020 用于焊接ocr13及icr13 不銹鋼結構也可用于耐蝕 耐磨的表面的堆焊(熔敷 及時熱力學性能試樣在 860℃x2h緩冷至600℃然 后空冷。 thg207 d e410-150.121.00.90 0.03 0 0.030 11.0/13 .5 0.70.75cu0.7552035 主要用于閥門密封件的堆 焊。 tha002e308l-160.040.5/2.50.90 0.03 0 0.040 18.0/21 .0 9.0/1
不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能最新文檔
不銹鋼焊條用途 (2)
格式:pdf
大小:16KB
頁數:12P
4.3
不銹鋼焊條用途 d107edpmn2-1.5常溫低硬度堆焊,如車軸等磨損面 d132edpcrmo-a2-03常溫中硬度堆焊,適于礦山機械堆焊與修補 d167edpmn6-15常溫高硬度堆焊,用于農業、建筑機械等的磨損部分的堆焊 d172edpcrmo-a3-03常溫高硬度堆焊,用于堆焊齒輪、挖泥斗等磨損面 d212edpcrmo-a4-03常溫高硬度堆焊,用于堆焊挖斗、礦山機械等受磨損的機件表面 d256ednn-a-16高錳鋼堆焊,用于各種破碎機等受沖擊磨損部位的堆焊 d276edcrnn-b-16耐氣蝕高鉻錳鋼堆焊 d307edd-d-15高速鋼刀具、刃口堆焊 d317edrcrmowv-a3-15冷沖模及切削刀具的堆焊 d322edrcrmowv-a1-03同d317 d337edrcrw-15熱煅模堆焊 d397edrcrmnmo

不銹鋼焊條產品型號
格式:pdf
大小:207KB
頁數:9P
4.7
不銹鋼焊條產品型號 不銹鋼焊條產品型號 序 號 品名aws規格gb規格jis牌號線徑(mm)摘要 1ts-307a5.4e307-16 t983 e307-16 a1722.6,3.2,4.0,5.0 ts-307其熔金為 18cr-8ni-4mn之全奧氏 體組織;因比308之錳量 多故其抗裂性很差,適用 于防彈鋼板,覆面不銹鋼, 高張力鋼及焊接性較差之 硬化合金鋼焊接。 2ts-307hm特殊產品規2.6,3.2,4.0,5.0,ts-307hm之焊道金屬含 范 ssp-e307hm 6%mn,為完全非磁性奧氏 體組織,故用于軍事方面 如掃雷艇、清除地雷器具、 防磁雷戰車之制造別具效 果。焊接時不需預熱也不 必后熱處理,尤其焊于 18-8不銹鋼、14%高錳鋼、 武器鋼、硬化性鋼耐磨鋼 及一般難以焊接之鋼材具 特佳效果,而在14%高
不銹鋼焊條選用表
格式:pdf
大小:16KB
頁數:5P
4.4
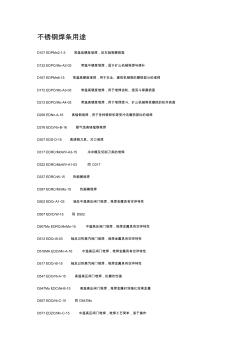
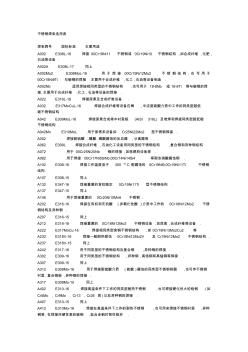
不銹鋼焊條選用表 焊條牌號國際標準主要用途 a002e308l-16焊接00cr19ni11不銹鋼或0cr19ni10不銹鋼結構,如合成纖維,化肥, 石油等設備. a002ae308l-17同上 a002mo2e308mol-16用于焊接00cr19ni12mo2不銹鋼結構,也可用于 00cr18ni9ti與碳鋼的焊接,主要用于合成纖維,化工,石油等設備制造. a002nb適用焊接相同類型的不銹鋼結構,也可用于18-8nb或18-8ti等與碳鋼的焊 接,主要用于合成纖維,化工,石油等設備的焊接. a022e316l-16焊接尿素及合成纖維設備. a032e317mocul-16焊接合成纖維等設備在稀,中濃度硫酸介質中工作的同類型超低 碳不銹鋼結構. a042
鉻鎳不銹鋼焊條
格式:pdf
大小:14KB
頁數:7P
4.7
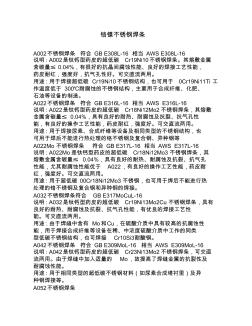
鉻鎳不銹鋼焊條 a002不銹鋼焊條符合gbe308l-16相當awse308l-16 說明:a002是鈦鈣型藥皮的超低碳cr19ni10不銹鋼焊條。其熔敷金屬 含碳量≤0.04%,有很好的抗晶間腐蝕性能、良好的焊接工藝性能, 藥皮耐紅,強度好,抗氣孔性好。可交直流兩用。 用途:用于焊接超低碳cr19ni10不銹鋼結構,也可用于0cr19ni11ti工 作溫度低于300℃耐腐蝕的不銹鋼結構,主要用于合成纖維、化肥、 石油等設備的制造。 a022不銹鋼焊條符合gbe316l-16相當awse316l-16 說明:a022是鈦鈣型藥皮的超低碳cr18ni12mo2不銹鋼焊條,其熔敷 金屬含碳量≤0.04%,具有良好的耐熱、耐腐蝕及抗裂、抗氣孔性 能,有良好的操作工藝性能,藥皮耐紅,強度好。可交直流兩用。 用途:用于焊接尿素、合成纖
抗發紅不銹鋼焊條研制
格式:pdf
大小:187KB
頁數:2P
3
抗發紅不銹鋼焊條研制——為解決不銹鋼焊條的藥皮發紅開裂問題,研制的焊條采用了低碳鋼芯,通過藥皮過渡合金、藥皮成分的優化設計,解決了出現焊縫氣孔的問題,經過測試表明,該焊條過渡合金量達到設計要求,焊條熔敷金屬具有優良的抗晶間腐蝕能力和綜合力學...
不銹鋼焊條的工藝性能與使用 不銹鋼焊條的工藝性能與使用
格式:pdf
大小:462KB
頁數:2P
4.4
在我國經濟迅猛發展的今天,不銹鋼結構與制品越來越多,但其在焊接過程中最突出的問題就是國產不銹鋼焊條的工藝性能不良。與國外名牌不銹鋼焊條相比,在工藝性能上存在以下幾方面的問題。(1)焊條抗發紅開裂性差國產不銹鋼焊條往往
碳鋼不銹鋼焊條的選擇
格式:pdf
大小:533KB
頁數:22P
4.3
當前我要用的材料是20#碳鋼管,304不銹鋼管,316不銹鋼管。我想知道的是:他們自 身焊接和相互焊接分別用什么焊條和焊絲?具體如下: 20#碳鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 304不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 316不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 20#碳鋼管和304不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 20#碳鋼管和316不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 304不銹鋼管和316不銹鋼管焊接,用什么焊條(手工電弧焊)和焊絲(氬弧焊)? 答: 20#碳鋼管焊接:308(a102)不銹鋼焊條 304不銹鋼管焊接:308(a102)不銹鋼焊條 316不銹鋼管焊接:316(a022)不銹鋼焊條 20#碳鋼管和304不銹鋼管焊接:3
不銹鋼焊條熔滴過渡形態和工藝性評價 不銹鋼焊條熔滴過渡形態和工藝性評價
格式:pdf
大小:501KB
頁數:4P
4.7
不銹鋼焊條的工藝穩定性一直是影響不銹鋼焊條工藝性的主要因素,是衡量不銹鋼焊條工藝質量的主要標志,為了對不銹鋼焊條工藝穩定性做出評價,利用漢諾威弧焊分析儀對不銹鋼焊條的焊接電參數進行測試,分析焊條渣壁過渡形態的傾向大小,研究發現,不銹鋼焊條渣壁過渡傾向與短路概率、熔滴的短路頻率有關,據此提出以短路概率和σn(us),短路頻率n(t1)作為不銹鋼焊條工藝性評價判據,評價不銹鋼焊條的工藝穩定性。實際應用表明,這一方法,可以定量判斷不銹鋼焊條熔滴過渡形態和科學評價不銹鋼焊條工藝穩定性。
不銹鋼焊條焊接鍍鋁鋼板焊縫的組織和性能相關
文輯推薦
知識推薦
百科推薦


職位:巖土工程師現場負責人
擅長專業:土建 安裝 裝飾 市政 園林


