

帶鋼銑邊機用硬質合金刀片的優化
格式:pdf
大小:141KB
頁數:4P
人氣 :97
 4.8
4.8
1引言螺旋焊管生產廠制管所用的帶鋼原料是兩側為毛邊的毛板,為了保證鋼管質量,首先需要將帶鋼展開成平板后進行去邊加工,去掉帶鋼兩側的不直邊



 硬質合金刀片刃口鈍化方法的試驗研究
硬質合金刀片刃口鈍化方法的試驗研究 硬質合金刀片刃口鈍化方法的試驗研究
格式:pdf
大小:523KB
頁數:4P
為了改善硬質合金刀片刃口鈍化的質量,克服現有鈍化方法的不足,根據磨料水射流作用下材料去除理論,分析磨料水射流對硬質合金刀片刃口鈍化的材料去除機理,提出了運用磨料水射流對硬質合金刀片刃口進行鈍化的新方法,并通過理論分析和試驗驗證該方法的可行性。該方法的運用能提高硬質合金刀具的效率、質量和壽命,確保刀片鈍化參數的一致性。
不銹鋼車削用硬質合金刀片構型的工程技術探討 不銹鋼車削用硬質合金刀片構型的工程技術探討
格式:pdf
大小:3.5MB
頁數:7P
針對不銹鋼難加工的技術問題,通過分析國內外不銹鋼切削加工的技術現狀及不銹鋼的可切削特性,歸納總結影響不銹鋼可切削性的主要因素有:材質韌性高、高溫機械性能強、粘性大、導熱性差、硬質點多以及加工硬化等。針對不銹鋼車削專用刀片構型的關鍵技術點,如:前角、后角及前刀面結構等方面展開討論,就不銹鋼車削刀片的設計給出建議:前角和后角盡量選擇較大值,通常推薦12°≤γ≤30°和6°≤α≤10°;同時,前刀面應當采用散熱結構和強化結構設計;為了保證切削刃足夠鋒利的同時而不失強度,刃口形式優先推薦采用圓弧形和瀑布型。
編輯推薦下載
硬質合金刀具選擇
格式:pdf
大小:137KB
頁數:4P
4.3
硬質合金刀具選擇 硬質合金引言 車削加工是機械制造加工工藝的主要工序。特別是在重型機械加工制造業中,工件結構尺寸 堪稱巨型,重量高達60~80t,甚至上百噸,加工設備重型臥車回轉直徑達到6m,重型立 車可達到10m。重型車削加工與普通加工相比,切削深度大、切削速度低、進給速度慢。 加工余量達單邊35~50mm,加之切削過程中工件平衡差,加工余量分布不均勻,機床的 某些部件不平衡等因素引起的振動,使加工的動態不平衡過程要消耗很多的機動時間和輔助 時間。所以加工重型零件,提高生產率或機器設備的利用率,必須從增大切削層厚度和進刀 量入手,要重點考慮切削用量和刀具的選擇,改善刀具結構和幾何形狀,將刀具材質的強度 特點考慮進去,以求提高切削用量,顯著降低機動時間。 1刀具材料的選擇 切削常用的刀具材料主要有高速鋼、硬質合金、立方氮化硼(cbn)、陶瓷等。重型切削深度 一
鋼銑邊機用硬質合金刀片的優化熱門文檔
硬質合金刀頭型號
格式:pdf
大小:40KB
頁數:5P
4.5
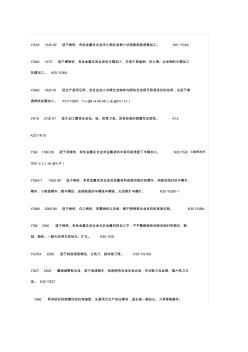
yg3x132092適于鑄鐵、有色金屬及合金淬火鋼合金鋼小切削斷面高速精加工。k01yg3x yg6a1370適于硬鑄鐵,有色金屬及其合金的半精加工,亦適于高錳鋼、淬火鋼、合金鋼的半精加工 及精加工。k05yg6a yg6x142091經生產使用證明,該合金加工冷硬合金鑄鐵與耐熱合金鋼可獲得良好的效果,也適于普 通鑄鐵的精加工。k10yg6x7x/@$v4k$a$l/j&@5b1c+] yk15210091適于加工整體合金鉆、銑、鉸等刀具。具有較高的耐磨性及韌性。k15 k20yk15 yg6138089適于用鑄鐵、有色金屬及合金非金屬材料中等切削速度下半精加工。k20yg6三維網技術 論壇's/];z:s&@%h'| yg6x-1150090適于鑄鐵,有色金屬及其合金非金屬材料連續切削
硬質合金刀具采購合同
格式:pdf
大小:33KB
頁數:5P
4.8
合同 合同編號: 項目名稱: 需方: 供方: 簽訂時間: 合同書 合同編號: 1.合同供貨名稱: 2.名稱、規格型號、數量、材質: 名稱規格數量材質 u鉆¢331套42crmo 精鏜刀¢35.2r61套42crmo 精鏜刀¢45r61套42crmo 槽銑刀2.41套42crmo 錐孔刀具加工¢45s62套42crmo 3.合同總價:(含稅) 4.交貨期及交貨方式 4.1交貨期: 在簽訂合同后30天內到貨。 4.2交貨地點: 4.3運輸方式:貨物發到指定地點。 4.4貨物包裝須適合多次搬運、防腐、防變形,防擠壓磕碰, 包裝物不回收,不另收費。 4.5供方負責將所供全部貨物安全運抵合同交貨地點。 5.到貨驗收 5.1貨物到貨后,供方通知需方,供方必須攜帶“技術協議” 及圖紙和有關資料到交貨地點與需方

硬質合金刀具材料選擇
格式:pdf
大小:387KB
頁數:3P
4.7
南宮市華飛硬質合金切削工具的牌號、性能及用途 牌 號 相當于 iso 分組代號 性能 用途 密度 g/cm3 抗彎強度 n/mm2 (b試樣) 硬度 hra yc10 適用于鋼、鑄鋼的精加工和半精加工,宜采用較高切削速度和中、小進給 量,也可做仿形車削。 yc40 適用于鋼、鑄鋼的強力切削,宜在惡劣的條件下采用低速切削和大進給量 切削加工。 yt05p0512.5-12.9≥1260≥92.5適用于淬火鋼、合金鋼和高強度鋼的精加工和半精加工。 yt15p1011.1-11.6≥1300≥91 適用于碳素鋼與合金鋼連續切削時的半精車及精車。斷續切時的精車、旋 風車絲,連續面的半精銑和精銑,孔的粗擴與精擴。 yt14p2011.2-11.8≥1400≥90.5 適于對碳素鋼與合金鋼不平整面進行連續切削時的精車,間斷切削時的半 精車與精車,連續面的粗銑,鑄孔的
硬質合金刀具基礎知識
格式:pdf
大小:20KB
頁數:6P
4.5
硬質合金刀具材料基礎知識瀏覽: 文章來源:中國刀具信息網添加人:阿刀添加時間:2011-01-31 硬質合金是使用最廣泛的一類高速加工(hsm)刀具材料,此類材料是通過粉末冶金工藝生產的,由硬 質碳化物(通常為碳化鎢wc)顆粒和質地較軟的金屬結合劑組成。目前,有數百種不同成分的wc基硬 質合金,它們中大部分都采用鈷(co)作為結合劑,鎳(ni)和鉻(cr)也是常用的結合劑元素,另外還 可以添加其他一些合金元素。為什么有如此之多的硬質合金牌號?刀具制造商如何為某種特定的切削加工 選擇正確的刀具材料?為了回答這些問題,首先讓我們了解一下使硬質合金成為一種理想刀具材料的各種 特性。 硬度與韌性 wc-co硬質合金在兼具硬度和韌性方面具有獨到優勢。碳化鎢(wc)本身具有很高的硬度(超過剛玉 或氧化鋁),而且在工作溫度升高時其硬度也很少下降。但是,它缺乏足夠的韌

硬質合金刀具材料基礎知
格式:pdf
大小:21KB
頁數:6P
4.6
硬質合金刀具材料基礎知 硬質合金是使用最廣泛的一類高速加工(hsm)刀具材料,此類材料是通過粉 末冶金工藝生產的,由硬質碳化物(通常為碳化鎢wc)顆粒和質地較軟的金屬 結合劑組成。目前,有數百種不同成分的wc基硬質合金,它們中大部分都采用 鈷(co)作為結合劑,鎳(ni)和鉻(cr)也是常用的結合劑元素,另外還可以 添加其他一些合金元素。為什么有如此之多的硬質合金牌號?刀具制造商如何為 某種特定的切削加工選擇正確的刀具材料?為了回答這些問題,首先讓我們了解 一下使硬質合金成為一種理想刀具材料的各種特性。 硬度與韌性 wc-co硬質合金在兼具硬度和韌性方面具有獨到優勢。碳化鎢(wc)本身具 有很高的硬度(超過剛玉或氧化鋁),而且在工作溫度升高時其硬度也很少下降。 但是,它缺乏足夠的韌性,而這對于切削刀具是必不可少的性能。為了利用碳化 鎢的高硬度,并改善其韌性,人
鋼銑邊機用硬質合金刀片的優化精華文檔

硬質合金刀具材料的發展與應用
格式:pdf
大小:50KB
頁數:3P
4.4
材料工藝 硬質合金刀具材料的發展與應用 劉長付 柳文進 (濟南輕騎發動機廠,250013) 硬質合金是由難熔金屬硬質化合物和金屬粘結 劑經粉末冶金方法而制成的。它的硬度為hra89~ 94,遠遠高于高速鋼;在540℃時為82~87hra,與 高速鋼常溫時硬度(83~86hra)相同,并且,它還 具有化學穩定性好、耐熱性高等優點。所以,目前雖 然供使用的刀具材料品種很多,新型的刀具材料也 不斷出現,但硬質合金仍是很受歡迎的一種刀具材 料。它所切下切屑的比重高達68%以上。據報道,有 的國家有90%以上的車刀,55%以上的銑刀都采用 了硬質合金制造,而且這種趨勢還在增加。它還是制 造鉆頭、端銑刀等通用刀具的常用材料。同時,鉸刀、 立銑刀、加工硬齒面的中、大模數齒輪刀具、拉刀等 復雜刀具使用硬質合金的也日益增多。 我國

硬質合金刀具材料的研究進展
格式:pdf
大小:87KB
頁數:4P
4.6
第39卷第2期 2 0 1 1年6月 稀有金屬與硬質合金 rare metals and cemented carbides vol.39 №.2 jun. 2 0 1 1 硬質合金刀具材料的研究進展 居志蘭,花國然,張 華 (南通大學機械工程學院,江蘇南通226019) 摘 要:介紹了硬質合金刀具材料的研究現狀,對其納米復合強化和激光表面強化兩個發展趨勢進行了綜述,并探討 了這兩種強化工藝中的關鍵問題,即抑制納米晶粒長大和組織致密化。 關鍵詞:硬質合金刀具材料;納米復合強化;激光表面強化 中圖分類號:tg 711 文獻標識碼:a 文章編號:1004-0536(2011)02-0050-04 the latest development of cemented carbide tool material ju zhi

硬質合金刀具高頻釬焊研究
格式:pdf
大小:22KB
頁數:1P
4.4
科學實踐 摘要:硬質合金具有極高的硬度和耐磨性能,特別是在高溫下仍能保持 其高硬度,目前已廣泛應用于制造各種金屬的切削刀具。釬焊是將硬質合金 牢固地連接到鋼基體上的最成功的方法之一,但硬質合金刀具的焊接技術是 引起焊接裂紋的重要因素。本文介紹了硬質合金刀具的高頻焊接工藝中減少 裂紋產生、提高焊接點性能的關鍵技術。 關鍵詞:硬質合金刀具高頻釬焊工藝 中圖分類號:tg454 0引言 20世紀后半期,工件材料的機械性能不斷提高,產品的品種和批 量逐漸增多,加工精度的要求日益提高,工件的結構和現狀不斷復雜化 和多樣化,硬質合金刀具在應對這些挑戰中發揮了重大作用。而且硬 質合金本身也涌現出許多品種,性能不斷提高。中國正逐漸成為世界 制造業的中心,對硬質合金刀具的需求巨大,預計到2010年國內硬質 合金刀具及其材料的年銷售規模將迅速增加到300億人民幣以上
鋼銑邊機用硬質合金刀片的優化最新文檔
可磨式機夾硬質合金銑槽刀的設計 可磨式機夾硬質合金銑槽刀的設計
格式:pdf
大小:394KB
頁數:4P
4.7
主要闡述了機械加工中刀具因素給生產帶來的困擾,如經常會遇到加工一些帶溝槽的零件,使用常規刀具加工零件,生產效率低、產品質量難保證、刀具易損壞且修復困難、浪費嚴重。而新型可磨式機夾硬質合金銑槽刀的設計與制作,解決了加工中的難題。當刀齒磨后,可將刀齒取下修磨刀刃,用自制的對刀儀校對刀齒刀尖,重新把刀齒安裝在刀柄上加工。這種新型銑溝槽刀可在普通銑床或數控銑床上使用,可銑溝槽、平面和端面,可機外對刀,減少占機時間,操作簡便,結構簡單,工效高,成本低。實踐證明,新型可磨式機夾硬質合金銑槽刀能滿足加工需求。
硬質合金刀具材料的研究現狀與發展思路
格式:pdf
大小:64KB
頁數:4P
4.5
硬質合金刀具材料的研究現狀與發展思路 1引言 材料、結構和幾何形狀是決定刀具切削性能的三要素,其中刀具材料的性能起著關鍵性作用。國際生產工程學會(cirp)在一項研 究報告中指出:“由于刀具材料的改進,允許的切削速度每隔10年幾乎提高一倍”。刀具材料已從20世紀初的高速鋼、硬質合金發展 到現在的高性能陶瓷、超硬材料等,耐熱溫度已由500~600℃提高到1200℃以上,允許切削速度已超過1000m/min,使切削加工生產 率在不到100年時間內提高了100多倍。因此可以說,刀具材料的發展歷程實際上反映了切削加工技術的發展史。 2常規刀具材料的基本性能 1)高速鋼 1898年由美國機械工程師泰勒(f.w.taylor)和冶金工程師懷特(m.white)發明的高速鋼至今仍是一種常用刀具材料。高速鋼是一種 加入了較多w、mo、cr、v等合金元素的高合金工具鋼

硬質合金刀具材料磨切性能的研究現狀與發展思路
格式:pdf
大小:10KB
頁數:4P
4.5
硬質合金刀具材料磨切性能的研究現狀與發展思路 newmaker 切削加工是現代制造業應用最廣泛的加工技術之一。據統計,國外切削加工在整個制造加工 中所占比例約為80%~85%,而在國內這一比例則高達90%。 刀具是切削加工中不可缺少的重要工具,無論是普通機床,還是先進的數控機床(nc)、加工 中心(mc)和柔性制造系統(fmc),都必須依靠刀具才能完成切削加工。刀具的發展對進步生 產率和加工質量具有直接影響。材料、結構和幾何外形是決定刀具切削性能的三要素,其中 刀具材料的性能起著關鍵性作用。國際生產工程學會(cirp)在一項研究報告中指出:“由于刀 具材料的改進,答應的切削速度每隔l0年幾乎進步一倍”。刀具材料已從20世紀初的高速 鋼、硬質合金發展到現在的高性能陶瓷、超硬材料等,耐熱溫度已由500~600℃進步到1200℃ 以上,答應切削速度已超
大規格硬質合金平面拉刀刀片裂紋及斷裂改進 大規格硬質合金平面拉刀刀片裂紋及斷裂改進
格式:pdf
大小:85KB
頁數:1P
4.7
加工柴油機連桿的平面拉刀(見圖1)由精切齒和校準齒組成,其中精切齒由前后齒相互交錯的5段硬質合金刀片焊接而成,校準齒采用整條硬質合金刀片焊接而成。其特點和要求有:拉刀齒距小,相鄰兩齒之間的間距非常小,刀片長度大(160mm),故此焊接難度大;拉刀寬度大(160mm),承受的拉削力也非常大,因此在使用過程中,必須保證拉刀焊接面有足夠的強度,以防掉片。
刀片可轉位機卡式硬質合金齒圓鋸片的設計開發 刀片可轉位機卡式硬質合金齒圓鋸片的設計開發
格式:pdf
大小:263KB
頁數:4P
4.5
以鋸片的實際鋸切工況為背景,為滿足高鋼級工件的鋸切要求,在現有硬質合金鋸片的基礎上,開發了刀片可轉位機卡式硬質合金齒圓鋸片。鋸片的片體通過特殊加工工藝加工出帶有斜面的齒座或者通過增加墊片的方式形成鋸齒的部分角度,刀片設計成四面刃的結構,并且進行涂層處理,二者通過機卡的方式連接,可解決高等級鋼的鋸切困難的問題。
基于神經網絡的硬質合金刀片槽型斷屑范圍的預報 基于神經網絡的硬質合金刀片槽型斷屑范圍的預報
格式:pdf
大小:453KB
頁數:未知
4.5
本文是在神經網絡理論的基礎上,對硬質合金刀片槽型進行了三維特征提取,并詳細介紹了各類槽型的待征簡化規則及依據,最后用神經網絡進行預報,給出幾種典型刀片的預報區域圖。
刀具硬質合金刀片焊接方法的研究 刀具硬質合金刀片焊接方法的研究
格式:pdf
大小:238KB
頁數:未知
4.5
闡述了合金鋼刀具在焊接硬質合金刀片的加工方法及釬焊溫度的控制與選擇。分析焊接硬質合金刀片時,回火溫度對刀體及刀片切削性能的影響。從工藝參數、宏觀、微觀機理方面逐一分析硬質合金產生裂紋的原因,有效解決了生產中硬質合金刀具崩齒、不耐用等問題。
基于神經網絡的硬質合金刀片槽型斷屑范圍的預報 基于神經網絡的硬質合金刀片槽型斷屑范圍的預報
格式:pdf
大小:90KB
頁數:4P
4.5
本文是在神經網絡理論的基礎上,以硬質合金刀片槽型進行三維特征提取,并詳細介紹了各類型的特征簡化規則及依據,最后用神經網絡進行預報,給出幾種典型刀片的預報區域圖。
鋼銑邊機用硬質合金刀片的優化相關
文輯推薦
知識推薦
百科推薦


職位:電氣項目管理工程師
擅長專業:土建 安裝 裝飾 市政 園林


