





 油門踏板安全輔助系統研究
油門踏板安全輔助系統研究 油門踏板安全輔助系統研究
格式:pdf
大小:117KB
頁數:2P
分析初學駕駛員行為意識(結合醫學知識,對人的神經系統反饋使大腦做出相應意識進行研究,初步判定影響誤操作的誘導因素),應用邏輯門限值控制算法識別油門踏板誤操作,正確判斷后啟動集成模糊-pid(比例-積分-微分)控制算法的防抱死制動系統(anti—lockedbrakingsystem,abs)的安全輔助系統,保證了車輛的主動安全性。
焊接式油門踏板熱門文檔
踏板門事件的中國式注腳 踏板門事件的中國式注腳
格式:pdf
大小:142KB
頁數:2P
 4.4
4.4
眼下,中國的召回制度對消費者的保護力度不夠,而企業違規成本過低,對車企利益照顧過多,也成為了中國車企難以召回的主要元兇。

軒逸四門燈點亮及LED迎賓踏板
格式:pdf
大小:6.3MB
頁數:9P
4.5
先將那三個小燈座用熱熔膠粘在門燈里 插上相應的led燈 點亮門燈如想開一個門四個燈一齊亮的,接頂棚閱讀燈,如想單獨控制每個門的,可從門碰 開關取負極線,正極線在門板上有的,也可從保險盒取電,加裝腳燈也是從保險合取電方便 點,線不用粗,普通花線也行了,普通接插件可以了,2.0的高音原配就帶了,1.6的沒有線, 要從車門喇叭并接,我的1.6舒適,剛搞完,這里有部分作業供參考 http://www.***.***/bbs/viewthread.php?tid=16458533腳底燈和門碰開關接線,可用到門燈 處和迎賓踏板處。 http://www.***.***/bbs/viewthread.php?tid=16807981高音加裝 1撬扶手控制板 建議用黃色的三號和4號從中間向左邊撬比較容易,撬開后左邊先出 因為右邊有個卡比較大,要慢
助推客卡車的安全性和環保性——北京海拉車燈有限公司副總經理吳振寰談電子油門踏板 助推客卡車的安全性和環保性——北京海拉車燈有限公司副總經理吳振寰談電子油門踏板
格式:pdf
大小:208KB
頁數:2P
4.4
助推客卡車的安全性和環保性——北京海拉車燈有限公司副總經理吳振寰談電子油門踏板
立式圓筒形鋼制焊接油罐底板焊接及變形控制 立式圓筒形鋼制焊接油罐底板焊接及變形控制
格式:pdf
大小:146KB
頁數:2P
4.4
立式圓筒形鋼制焊接油罐底板焊接及變形控制是保證油罐整體施工質量的關鍵環節。通過對焊接變形產生原因的分析,我們采用合理的焊接方法和防變形措施,有效地避免了應力集中,從而控制了底板撓曲變形,提高了施工質量。
焊接式油門踏板精華文檔
大傾角液壓支架腳踏板設計 大傾角液壓支架腳踏板設計
格式:pdf
大小:124KB
頁數:2P
4.7
液壓支架腳踏板是煤礦采掘工作面操作人員工作和行走所用的裝置,傳統腳踏板適用于煤層傾角水平或接近水平的工作面,為了解決大傾角工作面液壓支架行人高度不足的問題,對傳統腳踏板的結構進行了改進,研制了臺階型腳踏板。實踐表明,該裝置應用效果良好。
厚板焊接
格式:pdf
大小:138KB
頁數:5P
4.7
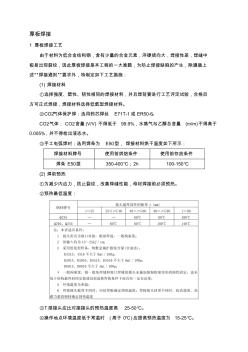
厚板焊接 1厚板焊接工藝 由于材料為低合金結構鋼,含有少量的合金元素,淬硬傾向大,焊接性差,焊縫中 極易出現裂紋,因此厚板焊接是本工程的一大難題,為防止焊接缺陷的產生,除遵循上 述“焊接通則”要求外,特制定如下工藝措施: (1)焊接材料 ①選擇強度、塑性、韌性相同的焊接材料,并且焊前要進行工藝評定試驗,合格后 方可正式焊接,焊接材料選擇低氫型焊接材料。 ②co2氣體保護焊:選用藥芯焊絲e71t-1或er50-6。 co2氣體:co2含量(v/v)不得低于99.9%,水蒸氣與乙醇總含量(m/m)不得高于 0.005%,并不得檢出液態水。 ③手工電弧焊時:選用焊條為e50型,焊接材料烘干溫度如下所示: 焊接材料牌號使用前烘焙條件使用前存放條件 焊條e50型350-400℃;2h100-150℃ (2)焊前預熱 ①為減少內應力,防止裂紋,改善焊縫性能,母材焊接前
焊接式油門踏板最新文檔

立式鋼制焊接油罐設計總結
格式:pdf
大小:424KB
頁數:5P
4.6
油罐設計總結 電廠儲罐大多數儲存介質是燃油,為燃油鍋爐或燃煤鍋爐的啟動提供燃料, 因立式圓筒形儲罐占地面積小、容積較大、加工制造方便等優點,電廠油罐大多 采用立式圓筒形。 立式圓筒形儲罐按照罐頂結構可分為固定頂儲罐(錐頂、拱頂、傘形頂、球 面網殼式)和浮頂儲罐(內浮頂和外浮頂)。各種形式儲罐的特點對比表如下: 本項目油罐容積為1200m3,適宜選用支撐拱頂結構形式,因業主要求,最終 設計采用錐頂結構(帶加強筋)。 一、設計標準、規范 《api650焊接石油儲罐》(主要依據) 《02r112拱頂油罐圖集》(參考) 《gb50341立式圓筒形鋼制焊接油罐設計規范》(參考) 《火力發電廠鋼制平臺扶梯設計手冊》 二、設計基本參數(設計輸入) 根據工藝要求、容積確定油罐直徑、高度;盡量選用圖集中標準直徑 油罐材料的選擇; 設計/工作壓力; 設計/工作溫度; 工作介質、密度; 腐蝕裕量
門式起重機焊接主梁裂紋擴展分析
格式:pdf
大小:293KB
頁數:4P
4.8
焊接主梁是門式起重機的主要焊接鋼結構,是主要的承力構件。焊接主梁疲勞裂紋形成過程復雜,影響其裂紋形成的因素眾多。從焊接特性和實際使用情況著手,采用斷裂力學理論分析了焊接主梁裂紋萌生點和裂紋擴展過程。根據門式起重機承受交變載荷的特點,運用循環法,估算了焊接主梁的疲勞裂紋擴展壽命。研究結果為門式起重機的安全使用和管理提供了理論依據。

萬能板漂亮的焊接洞洞板焊接指導
格式:pdf
大小:19.6MB
頁數:26P
4.6
??????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????
焊接試板
格式:pdf
大小:494KB
頁數:16P
4.8
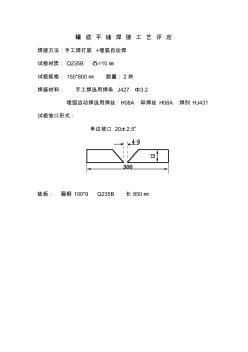
罐底平縫焊接工藝評定 焊接方法:手工焊打底+埋弧自動焊 試板材質:q235bδ=10㎜ 試板規格:150*800㎜數量:2塊 焊接材料:手工焊選用焊條j427φ3.2 埋弧自動焊選用焊絲h08a碎焊絲h08a焊劑hj431 試板坡口形式: 單邊坡口20±2.5o 墊板:扁鋼100*9q235b長850㎜ 第一圈罐壁板立縫焊接工藝評定 焊接方法:co2氣體保護焊 試板材質:spv490qδ=31㎜ 試板規格:150*700㎜ 試板數量:2塊 焊接材料:eg-60φ1.6 試板坡口形式:v型 引弧板:100*50㎜坡口同上 技質辦 第一圈罐壁板立縫焊接工藝評定 焊接方法:手工立焊 試板材質:spv490qδ=31㎜ 試板規格:150*500㎜ 試板數量:2塊
煙氣擋板門鈑金制作與焊接 煙氣擋板門鈑金制作與焊接
格式:pdf
大小:158KB
頁數:2P
4.3
電廠煙氣脫硫中重要的設備——煙氣檔板門因較大的外形尺寸,面框板型結構,正反二面還需覆蓋合金薄板,鉚鈑金及合金材料焊接等工序復雜,在具體操作中容易造成尺寸不能達到設計尺寸要求。且其合金焊接的優劣又直接決定了產品的耐腐蝕性及最終的使用壽命。本文從實際的監造工作經驗中總結出此類設備制作的工藝及方法,以減小設備的制作返工率。
汽車油門踏板防誤踏裝置設計方案 汽車油門踏板防誤踏裝置設計方案
格式:pdf
大小:112KB
頁數:2P
4.6
踩制動踏板是駕駛中出現頻率較高的操作,而制動踏板旁就是油門踏板,在遇到緊急情況時,駕駛者誤把油門踏板當作制動踏板的事例屢見不鮮。盡管這種誤操作的概率僅為萬分之一,但是一旦發生將可能引起嚴重的交通事故。據調查顯示,很多交通事故均是由于將油門踏板誤當制動踏板所引起的。基于此,有必要設計出一種防止駕駛員誤踩油門踏板的緊急糾錯裝置,當發現這一誤操作時,該裝置將自行切斷汽車供油,同時自動制動,從而
基于踏板感覺的制動踏板模擬機構分析與設計 基于踏板感覺的制動踏板模擬機構分析與設計
格式:pdf
大小:407KB
頁數:未知
4.8
為了使駕駛員獲得良好的踏板感覺,通過分析影響踏板感覺的主要因素,并依據制動感覺評價指數中相關參數,設定了理想狀態下踏板力、踏板行程與制動減速度三者間的相互關系。提出了一種用于電液復合制動系統的踏板模擬機構,建立了模擬機構的數學模型,分析了其中彈簧剛度和活塞面積等對踏板力與行程間關系的影響。根據理想的踏板力與行程的關系,結合樣車制動系統,設計踏板模擬機構具體參數值。搭建踏板模擬機構amesim模型,進行仿真分析。結果表明:該踏板模擬機構在相同踏板力下得到的行程與理想行程相對差值控制在10%以內,可認為該機構能夠反饋良好的踏板感覺。通過對所提出踏板模擬機構建模與仿真分析,為設計可反饋良好制動感覺的踏板模擬機構提供了設計依據。
機電式防踏空踏板自動翻轉控制方法研究 機電式防踏空踏板自動翻轉控制方法研究
格式:pdf
大小:115KB
頁數:3P
4.7
為解決常規防踏空踏板自動翻轉控制方法在復雜工作環境影響下控制有效性較低的不足,本文提出了機電式防踏空踏板自動翻轉控制方法.基于對防踏空踏板自動翻轉機械本體及控制端構成的分析,結合檢測傳感器數據的獲取及參數計算、依托電子控制單元執行命令的發出與執行器機構的運行,實現提出的機電式防踏空踏板自動翻轉控制,試驗數據表明,提出的控制方法較常規控制方法,控制有效性提高17.77%,適合復雜工況的防踏空踏板自動翻轉控制.
焊接式油門踏板相關
文輯推薦
知識推薦
百科推薦


職位:土建項目副經理
擅長專業:土建 安裝 裝飾 市政 園林


