

數銑螺紋加工方法MicrosoftWord文檔
格式:pdf
大小:98KB
頁數:3P
人氣 :74
 4.6
4.6
螺紋銑削軌跡 螺紋銑削運動軌跡為一螺旋線, 可通過數控機床的三軸聯動來實現。 圖 5為左旋和右旋外螺紋的銑削運動示意圖。 與一般輪廓的數控銑削一樣, 螺紋銑削開始進刀時也可采用 1/4 圓弧切 入或直線切入。銑削時應盡量選用刀片寬度大于被加工螺紋長度的銑 刀,這樣, 銑刀只需旋轉 360°即可完成螺紋加工。螺紋銑刀的軌跡 分析如圖 6所示。 5 螺紋銑削編程 現結合 M30×1.5 右旋內螺紋銑削加工實例說明螺紋銑削的編程方法。 工件材料: 42CrMo4;螺紋底孔直徑: Di=28.38mm;螺紋直徑: Do=30mm; 螺紋長度 L=20mm;螺距: P=1.5mm;機夾螺紋銑刀直徑: D2=19mm;銑 削方式:順銑。 (1) 參數計算 主軸轉速 N為 N=1000V/(D2×p=1000×150/(19 ×3.14)=2512r/min 銑刀齒數 Z=1,每齒進給量 f=0.1m



 用調整螺紋加工起點的方法修調螺紋
用調整螺紋加工起點的方法修調螺紋 用調整螺紋加工起點的方法修調螺紋
格式:pdf
大小:833KB
頁數:1P
在很多情況下,螺紋因為種種原因需要修調。例如,加工螺紋的過程中,螺紋加工因刀尖崩裂、刀具切削性能下降等原因未完成加工。又如,螺紋使用過程中,螺紋表面生銹或者變形,如果拆開,再安裝時就比較困難,需重新修調,再進行安裝。另外,成批生產的
編輯推薦下載
不銹鋼小螺紋加工方法探索 不銹鋼小螺紋加工方法探索
格式:pdf
大小:161KB
頁數:2P
4.7
采用自制法蘭轉盤代替傳統絞手、絞杠,利用鉆床主軸軸向力起攻(或起套),對不銹鋼小螺孔(m4以下)和不銹鋼小螺桿(m4以下)進行加工,設備簡單,操作靈活,質量保證,實用性強。
數控車床螺紋加工調節實用方法 數控車床螺紋加工調節實用方法
格式:pdf
大小:108KB
頁數:未知
4.3
1.數控車床螺紋加工現狀及局限性近年來數控機床應用逐漸普及,數控機床能完成很多普通機床難以完成,或者根本不能完成的復雜型面零件的加工,而且可以提高零件的加工精度,穩定產品的質量,提高生產率。但是,在數控車床螺紋加工技術實際應用中,由于數控車床取消了絲杠的設計應用,卻存在了很多不如普通車床實際加工方便的地方。例如數控車床車削螺紋時只能一次成形,車削過程中不能象普通車床一樣隨意改變轉
數銑螺紋加工方法熱門文檔
內螺紋加工銑刀的直徑選擇分析 內螺紋加工銑刀的直徑選擇分析
格式:pdf
大小:167KB
頁數:3P
4.6
以理論分析為手段,確定了內螺紋加工銑刀可用的直徑范圍,并對該范圍內最佳直徑的選擇進行了分析,為生產實踐中內螺紋銑刀直徑的選擇提供了參考。
數控銑用螺紋銑刀加工螺紋的優勢和方法 數控銑用螺紋銑刀加工螺紋的優勢和方法
格式:pdf
大小:90KB
頁數:未知
4.5
針對外形較大、較重零件上螺紋孔和直徑較大螺紋孔加工困難的問題,闡述用螺紋銑刀在數控機床上銑削螺紋孔的優勢和方法。
基于曲面的變螺距螺紋加工方法的研究 基于曲面的變螺距螺紋加工方法的研究
格式:pdf
大小:126KB
頁數:2P
4.7
數控車削加工中常見的螺紋加工有普通螺紋、錐螺紋、管螺紋、內螺紋等,但在曲面上加工螺紋很難實現,以橢圓曲面為例,在其表面進行變螺距螺紋的加工,以此體現一些特殊螺紋的一般加工方法,為生產加工提供參考。
數銑螺紋加工方法精華文檔
螺紋銑削在英制大直徑內螺紋加工中的應用 螺紋銑削在英制大直徑內螺紋加工中的應用
格式:pdf
大小:111KB
頁數:未知
4.5
螺紋銑削作為攻絲或車削螺紋的替代,能夠加工全螺紋,甚至象閘閥等大直徑英制內螺紋,而不受螺紋結構、表面質量和精度的限制,能提供更好的質量和更高的效率、以及更低的成本。
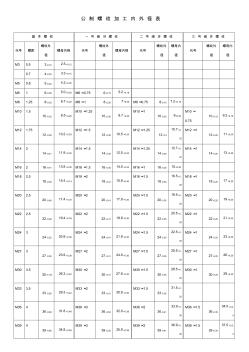
公制螺紋加工內外徑表
格式:pdf
大小:115KB
頁數:3P
4.4
公制螺紋加工內外徑表 基本螺紋一號細牙螺紋二號細牙螺紋三號細牙螺紋 代號螺距 螺紋外 徑 螺母內徑代號 螺紋外 徑 螺母內徑代號 螺紋外 徑 螺母內 徑 代號 螺紋外 徑 螺母內 徑 m30.53-0.152.5+0.12 0.74-0.203.3+0.15 m50.85-0.224.2+0.20 m616-0.265.0+0.20m6×0.756-0.155.2+0.19 m81.258-0.306.7+0.22m8×18-0.257+0.20m8×0.758-0.157.2+0.19 m101.5 10-0.358.5+0.25 m10×1.25 10-0.308.7+0.22 m10×1 10-0.259+0.20 m10× 0.
數控車床螺紋加工的實用調節方法 數控車床螺紋加工的實用調節方法
格式:pdf
大小:196KB
頁數:3P
4.7
數控車床車削螺紋時只能一次成形,不能隨意改變轉速,針對這個問題,本文提出補償螺紋牙距的方法,使得數控車床加工螺紋時可以任意改變轉速,達到改善加工質量的目的。
數銑螺紋加工方法最新文檔
普通螺紋加工中的尺寸問題及解決方法 普通螺紋加工中的尺寸問題及解決方法
格式:pdf
大小:31KB
頁數:未知
4.4
普通螺紋加工過程中,常出現由于螺紋底孔、收尾、肩距和退刀槽的尺寸問題造成難加工的現象,文章對此問題進行了分析,總結出相關的經驗公式,為普通螺紋的加工提供有力的依據。
單向螺紋銑刀法加工大直徑螺紋 單向螺紋銑刀法加工大直徑螺紋
格式:pdf
大小:111KB
頁數:未知
4.8
通過對螺紋銑削加工及其優勢的分析,對大直徑螺紋加工采取了單向(單齒)螺紋銑刀螺紋銑削加工的方案,并進行了內、外螺紋銑削加工程序設計,有效解決了大直徑螺紋的加工難題,對發揮數控機床的潛能和實現高效加工具有一定的現實意義。
內螺紋數控銑削加工方法淺析 內螺紋數控銑削加工方法淺析
格式:pdf
大小:184KB
頁數:3P
4.4
本文闡述了數控銑削內螺紋的三種方法:絲錐攻絲、單齒螺紋銑刀加工、多齒螺紋銑刀加工。詳細分析三種方法在機床功能、刀具結構、加工特點、適用范圍、編程要點的不同,對內螺紋數控銑削的提供了參考。
內螺紋數控銑削加工方法淺析?? 內螺紋數控銑削加工方法淺析??
格式:pdf
大小:184KB
頁數:3P
4.7
本文闡述了數控銑削內螺紋的三種方法:絲錐攻絲、單齒螺紋銑刀加工、多齒螺紋銑刀加工。詳細分析三種方法在機床功能、刀具結構、加工特點、適用范圍、編程要點的不同,對內螺紋數控銑削的提供了參考。
螺紋加工論文車床加工論文
格式:pdf
大小:154KB
頁數:3P
4.3
螺紋加工論文車床加工論文 大螺距梯形內螺紋的加工 摘要:在數控車床上加工螺紋并不是非常困難的事情,對于每一個 專業技工來說都可以把此項加工做的很好,但是大螺距梯形內螺紋的 加工就很困難,原因主要是工藝上的難以把握。在原來的方法基礎上 做部分的改進,使得大螺距梯形內螺紋的加工從理論上降低難度。 關鍵詞:大螺距;梯形;螺紋;加工;數控機床 科技的進步體現在工程制造業上就是將電子信息技術與制造技 術充分的融合,比如數控車床的出現,從一定程度上使機械的加工工 藝向前邁進了一大步,但是還是有一些技術需要用新方法新科技去彌 補,而大螺距梯形內螺紋的加工就是其中一種需要去深化改進的。 1大螺距梯形內螺紋的車削方法 梯形螺紋,牙型為等腰梯形,牙型角為30°且對稱,牙根強度 高,對于30°梯形螺紋比普通60°或55°螺紋的中徑要厚且有強度, 還有它要比其他的螺紋更耐磨,但直徑不能
鋼筋直螺紋加工與連接
格式:pdf
大小:109KB
頁數:5P
4.3
技術交底記錄 施表7.2共8頁第1頁 工程 名稱 建發包河區s1511地塊 施工 單位 廈門市建安集團有限公司 鋼筋直螺紋加工與連接 一、施工準備 1、材料及主要機具: (1)、鋼筋應符合國家標準《鋼筋混凝土用熱扎帶肋鋼筋》(1499)的要求及《鋼筋混凝土 用余熱處理鋼筋》(13014)的要求。 (2)、套筒與鎖母材料應采用優質碳素鋼或合金結構鋼,其材質應符合699的規定。 (3)、工具設備:切割機、套絲機、普通扳手、量規。 鋼筋直螺紋套筒連接根據《鋼筋機械連接通用技術規程》107-2010的規定,分為ⅰ、ⅱ、 ⅲ三個等級級。鋼筋直螺紋套筒連接主要用于承受拉、壓雙向作用力的各類構筑物鋼筋混凝土 結構中。 二、直螺紋接頭技術要求 采用直螺紋套筒連接的鋼筋接頭,相
螺紋加工底孔直徑對照表
格式:pdf
大小:721KB
頁數:34P
4.8
螺紋加工底孔直徑對照表 本文件包含內容 公制粗螺紋2級牙底孔徑對照表 公制細螺紋2級牙底孔徑對照表 美制粗螺紋2級牙底孔徑對照表 美制細螺紋2級牙底孔徑對照表 公制迫牙絲攻鉆孔徑對照表 美制迫牙絲攻鉆孔徑對照表 美制特細螺紋2級牙底孔徑對照表 英制電器螺紋底孔徑對照表 英制管螺紋(ps)底孔徑對照表 英制管螺紋(pt)底孔徑對照表 美制管螺紋(npt、nps)底孔徑對照表 英制螺紋(unef)底孔徑對照表 公制螺紋(滾造徑)底孔徑對照表 針車用其所長螺紋(滾造徑)底孔徑對照表 英制圓柱管螺紋(55度)加工一覽表 英制錐管螺紋(55度)加工一覽表 布錐管螺紋加工一覽表 美制unc、unf螺紋參數表 惠氏bsw、bsf螺紋參數表 公制螺紋特殊材質工件加工底孔徑對照表 非密封管螺紋底孔徑對照表 英制錐管螺紋和英制錐螺紋攻絲前鉆底孔的鉆頭直徑 日標英制錐度管螺紋底孔徑
高效率螺紋加工——拉削式絲錐 高效率螺紋加工——拉削式絲錐
格式:pdf
大小:301KB
頁數:未知
4.3
本文介紹了一種新型螺紋刀具結構——內螺紋拉削式絲錐。用拉削螺紋代替了車削螺紋。加工精度高于車削,效率提高了4倍,且易于推廣使用。
用內螺紋車刀銑削大孔螺紋的方法 用內螺紋車刀銑削大孔螺紋的方法
格式:pdf
大小:198KB
頁數:1P
4.5
本文介紹了用內螺紋車刀來代替圓柱螺紋銑刀的方法,很好的解決了圓柱螺紋銑刀的不足之處,只要編程中使用螺旋線循環就可以加工了。文章也介紹了內螺紋車刀加工大孔螺紋的方法及編程程序。
形狀各異母線的三角形螺紋加工方法 形狀各異母線的三角形螺紋加工方法
格式:pdf
大小:101KB
頁數:未知
4.4
針對在復雜曲線表面加工螺紋比較困難的問題,巧妙利用caxa自動編程軟件,結合螺紋加工相關指令,輕松地解決了在正弦曲線上加工三角形螺紋的問題。對于其他任何復雜輪廓上螺紋的加工,亦可套用此方法。
數銑螺紋加工方法相關
文輯推薦
知識推薦
百科推薦


職位:機電設計工程師
擅長專業:土建 安裝 裝飾 市政 園林


