

無燃氣水平彎鋼化玻璃生產工藝探索
格式:pdf
大小:325KB
頁數:2P
人氣 :76
 4.6
4.6
0 引言 美國Glasstech公司制造的DBIV型水平彎鋼化玻璃生產設備,由于其獨特的成型工藝,在彎鋼化玻璃生產過程中,需要用可燃氣體作為成型室的輔



平彎鋼化玻璃(精)
格式:pdf
大小:20KB
頁數:2P
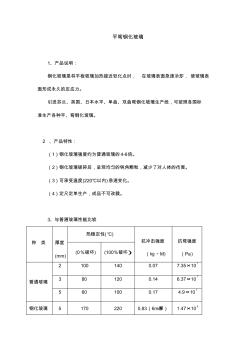
平彎鋼化玻璃 1、產品說明: 鋼化玻璃是將平板玻璃加熱接近軟化點時,在玻璃表面急速冷卻,使玻璃表 面形成永久的壓應力。 引進芬蘭、英國、日本水平、單曲、雙曲彎鋼化玻璃生產線,可按照各國標 準生產各種平、彎鋼化玻璃。 2、產品特性: (1)鋼化玻璃強度約為普通玻璃的4-6倍。 (2)鋼化玻璃破碎后,呈現均勻的鈍角顆粒,減少了對人體的傷害。 (3)可承受溫度(220℃以內)急速變化。 (4)定尺定單生產,成品不可改裁。 3、與普通玻璃性能比較 熱穩定性(℃) 種類厚度 (mm) (0%破壞)(100%破壞) 抗沖擊強度 (㎏·m) 抗彎強度 (pa) 21001400.077.35×107 3801200.146.37×10 7 普通玻璃 5601000.174.9×107 鋼化玻璃51702200.
編輯推薦下載
彎鋼化玻璃生產工藝過程的改進
格式:pdf
大小:306KB
頁數:2P
4.4
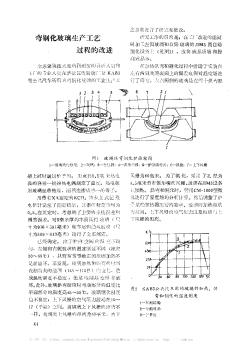
全蘇建筑技術玻璃科研所的科研人員和工廠的專業人員在薩拉瓦特玻璃廠對kab3型公共汽車所用的彎鋼化玻璃的工業生產工藝參數進行了研究和修改。研究工作的目的是,在工廠改進的能同時加工左側玻璃和右側玻璃的лm3型自動鋼化設備上(見圖1),改善成品質量和提高成品率。
無燃氣水平彎鋼化玻璃生產工藝探索熱門文檔
 制造平彎鋼化玻璃的生產線
制造平彎鋼化玻璃的生產線 制造平彎鋼化玻璃的生產線
格式:pdf
大小:168KB
頁數:1P
4.5
為適應汽車業和建筑業的要求,芬蘭坦姆格拉斯的新鋼化生產線可制造平彎鋼化玻璃。鋼化玻璃的寬度為640毫米、760毫米、880毫米、1000毫米、1120毫米、1240毫米,長為750毫米,厚為4—12毫米,最小曲率的半徑為1000

水平輥道式彎鋼化玻璃生產機組
格式:pdf
大小:57KB
頁數:8P
4.8
ics 中國建筑玻璃與工業玻璃協會標準 zbj/hb (玻璃機械裝備)zbj/hb032-2007 水平輥道式彎鋼化玻璃生產機組 2007-05-01發布2008-01-01實施 中國建筑玻璃與工業玻璃協會發布 3前言 為規范玻璃機械設備的制造,保證其質量,依據相關的國家標準和行業標準以及各企業設備的設計 制造和使用情況,制定本中國建筑玻璃與工業玻璃協會標準。 本標準將技術要求、試驗方法、檢驗規則、標志、包裝、運輸、貯存等內容作出通用規定。 本標準由中國建筑玻璃與工業玻璃協會機械裝備專業委員會提出。 本標準由中國建筑玻璃與工業玻璃協會批準。 本標準起草單位:秦皇島市運通玻璃機電技術有限公司。 本標準起草人:劉建輝、張明臣、孫郁春。 本標準參與起草單位:洛陽蘭迪非標設備制造有限公司、福州杰科玻璃技術有限公司、泰姆巴伐朗 尼玻璃機械(天

鋼化玻璃生產工藝卡
格式:pdf
大小:53KB
頁數:3P
4.7
平面鋼化玻璃關鍵工序生產工藝卡 產品規格 (mm) 傳動速度上部溫度 (℃) 下部溫度 (℃) 加熱時間 (秒) 淬火 壓力(mpa)淬火時間 (秒) 噴嘴 位置 (mm) 氣罐 壓力 (mpa) 氣罐 時間 (分) 5180-200710-720710-720170-23095-9850-60200.4-0.810-30 6180-200710-715710-715200-26085-9560-65250.4-0.810-30 8120-150690-700690-700330-42080-90110-190300.4-0.810-30 10118-130688-696688-696450-53070-80150-200350.4-0.810-30 12118-120685-690685-690
鋼化玻璃生產工藝的微機控制
格式:pdf
大小:139KB
頁數:6P
4.3
本文對鋼化玻璃生產流程實現微機控制的過程進行介紹,并對溫度紅外遙測、溫度模擬量的v/f轉換、變頻調速及pp40微型打印機的接口作了討論。
無燃氣水平彎鋼化玻璃生產工藝探索精華文檔
 彎鋼化玻璃炸裂因素的探討
彎鋼化玻璃炸裂因素的探討 彎鋼化玻璃炸裂因素的探討
格式:pdf
大小:18KB
頁數:3P
4.3
為了提高鋼化玻璃的成品率,對炸裂這一影響彎鋼化玻璃成品率的主要因素進行了探討,發現玻璃結構、結石、鋼化工藝(加熱、壓彎、冷卻)等是影響彎鋼化玻璃成品率的主要因素。
彎鋼化玻璃(非常好)
格式:pdf
大小:1.5MB
頁數:2P
4.7
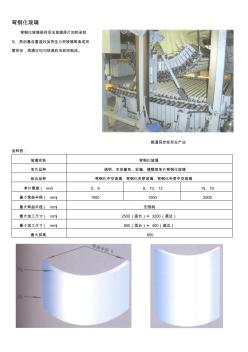
彎鋼化玻璃 彎鋼化玻璃是將浮法玻璃原片加熱至軟 化,然后靠自重或外加擠壓力將玻璃彎曲成所 需形狀,再通過均勻快速的冷卻而制成。 輥道同步變形生產法 品種表: 玻璃名稱彎鋼化玻璃 單片品種透明、本體著色、彩釉、鍍膜等單片彎鋼化玻璃 組合品種彎鋼化中空玻璃、彎鋼化夾層玻璃、彎鋼化夾層中空玻璃 單片厚度(mm)5、68、10、1215、19 最小彎曲半徑(mm)100015002000 最大彎曲半徑(mm)無限制 最大加工尺寸(mm)2500(弧長)×3200(直邊) 最小加工尺寸(mm)600(弧長)×400(直邊) 最大拱高650 性能 1、強度高 彎鋼化玻璃的生產方式與鋼化玻璃的生產方式一樣,都是在加熱后通過快速的冷卻讓玻璃產生壓應力來增強玻璃的 強度。因此彎鋼化玻璃具有與鋼化玻璃一樣的強度設計值,而其特殊的形狀使其具有比鋼化玻璃更好的抗風
彎鋼化玻璃
格式:pdf
大小:9KB
頁數:1P
4.8
. ;. 彎鋼化玻璃 彎鋼化或彎熱增強玻璃是將浮法玻璃原片加熱至軟化溫度使玻璃彎曲成型后,再由專用設備快速均勻冷卻 而制成。生產鋼化玻璃工藝有兩種:一種是將普通平板玻璃或浮法玻璃在特定工藝條件下,經淬火法或風 冷淬火法加工處理而成。另一種是將普通平板玻璃或浮法玻璃通過離子交換方法,將玻璃表面成分改變, 使玻璃表面形成一層壓應力層加工處理而成。 鋼化玻璃具有抗沖擊強度高(比普通平板玻璃高4~5倍)、抗彎強度大(比普通平板玻璃高5倍)、熱穩定性 好以及光潔、透明、可切割等特點。在遇超強沖擊破壞時,碎片呈分散細小顆粒狀,無尖銳棱角,故又稱 安全玻璃。 鋼化玻璃按形狀分為平面鋼化玻璃和曲面鋼化玻璃。 鋼化玻璃其實是一種預應力玻璃,通常使用化學或物理的方法,在玻璃表面形成壓應力,玻璃承受外力時 首先抵消表層應力,從而提高了承載能力,改善了玻璃抗拉強度。鋼化玻璃的主要優點有兩條:第
彎鋼化玻璃炸裂因素的探討 彎鋼化玻璃炸裂因素的探討
格式:pdf
大小:60KB
頁數:3P
4.5
為了提高鋼化玻璃的成品率,對炸裂這一影響彎鋼化玻璃成品率的主要因素進行了探討,發現玻璃結構、結石、鋼化工藝(加熱、壓彎、冷卻)等是影響彎鋼化玻璃成品率的主要因素。
無燃氣水平彎鋼化玻璃生產工藝探索最新文檔
彎鋼化玻璃炸裂因素的探討 彎鋼化玻璃炸裂因素的探討
格式:pdf
大小:254KB
頁數:3P
4.4
為了提高鋼化玻璃的成品率,對炸裂這一影響彎鋼化玻璃成品率的主要因素進行了探討,指出玻璃結構、結石、鋼化工藝(加熱、壓彎、冷卻)等是影響彎鋼化玻璃成品率的主要因素。
鋼化玻璃生產工藝問題解決方法
格式:pdf
大小:74KB
頁數:5P
4.6
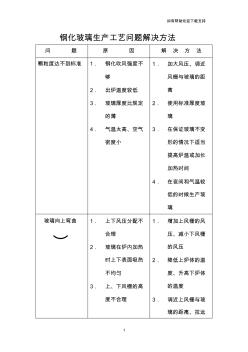
如有幫助歡迎下載支持 1 鋼化玻璃生產工藝問題解決方法 問題原因解決方法 顆粒度達不到標準1.鋼化吹風強度不 夠 2.出爐溫度較低 3.玻璃厚度比規定 的薄 4.氣溫太高、空氣 密度小 1.加大風壓、調近 風柵與玻璃的距 離 2.使用標準厚度玻 璃 3.在保證玻璃不變 形的情況下適當 提高爐溫或加長 加熱時間 4.在夜間和氣溫較 低的時候生產玻 璃 玻璃向上彎曲 ︶ 1.上下風壓分配不 合理 2.玻璃在爐內加熱 時上下表面吸熱 不均勻 3.上、下風柵的高 度不合理 1.增加上風柵的風 壓、減小下風柵 的風壓 2.降低上爐體的溫 度、升高下爐體 的溫度 3.調近上風柵與玻 璃的距離、拉遠 如有幫助歡迎下載支持 2 下風柵與玻璃的 距離 玻璃鋼向下彎曲 ︵ 1.上下風壓分配不 合理 2.玻璃在爐內加熱 時上下表面吸熱 不均勻 3.上、下風柵

LOW-E鍍膜鋼化玻璃生產工藝
格式:pdf
大小:65KB
頁數:6P
4.5
low-e鍍膜鋼化玻璃生產工藝[轉貼2007-10-0422:23:22]發表者:peony2008 低輻射玻璃以其特有的熱反射特性,具有較高的節能保溫的效果,越來越受建材、冰柜等的 平板玻璃消費領域的歡迎。平板玻璃消費在注重環保節能的同時,也關注使用材料的強度以 及安全性。在線低輻射(low-e)鍍膜玻璃熱反射的良好性能以及良好的可熱加工性能, 深受客戶歡迎。在線low-e鍍膜玻璃的熱反射特性,生產高品質的low-e鍍膜鋼化玻 璃,需要特殊的生產工藝。 1鋼化玻璃的基本過程與設備 1.1玻璃鋼化的基本原理與特點 玻璃鋼化的過程是將平板玻璃制品加熱到玻璃600℃左右,這時制品仍能保持原來的形狀, 但玻璃中粒子已有一定的遷移能力,進行結構調整,足以使內部存在的應力很快消除,然后 快速冷卻。快速冷卻時,玻璃中央內部還未硬化之前
LOWE鍍膜鋼化玻璃生產工藝 (2)
格式:pdf
大小:63KB
頁數:8P
4.7
low-e鍍膜鋼化玻璃生產工藝[轉貼2007-10-0422:23:22]發表者:peony2008?? 低輻射玻璃以其特有的熱反射特性,具有較高的節能保溫的效果,越來越受建材、冰柜等 的平板玻璃消費領域的歡迎。平板玻璃消費在注重環保節能的同時,也關注使用材料的強 度以及安全性。在線低輻射(low-e)鍍膜玻璃熱反射的良好性能以及良好的可熱加工性 能,深受客戶歡迎。在線low-e鍍膜玻璃的熱反射特性,生產高品質的low-e鍍膜鋼化 玻璃,需要特殊的生產工藝。 1鋼化玻璃的基本過程與設備 1.1玻璃鋼化的基本原理與特點 玻璃鋼化的過程是將平板玻璃制品加熱到玻璃600℃左右,這時制品仍能保持原來的形狀, 但玻璃中粒子已有一定的遷移能力,進行結構調整,足以使內部存在的應力很快消除,然 后快速冷卻。快速冷卻時,玻璃中央內部還未硬化之前表面層已經收縮凝固,這樣在繼


LOWE鍍膜鋼化玻璃生產工藝
格式:pdf
大小:64KB
頁數:6P
4.6
low-e鍍膜鋼化玻璃生產工藝[轉貼2007-10-0422:23:22]發表者:peony2008?? 低輻射玻璃以其特有的熱反射特性,具有較高的節能保溫的效果,越來越受建材、冰柜等的 平板玻璃消費領域的歡迎。平板玻璃消費在注重環保節能的同時,也關注使用材料的強度以 及安全性。在線低輻射(low-e)鍍膜玻璃熱反射的良好性能以及良好的可熱加工性能, 深受客戶歡迎。在線low-e鍍膜玻璃的熱反射特性,生產高品質的low-e鍍膜鋼化玻 璃,需要特殊的生產工藝。 1鋼化玻璃的基本過程與設備 1.1玻璃鋼化的基本原理與特點 玻璃鋼化的過程是將平板玻璃制品加熱到玻璃600℃左右,這時制品仍能保持原來的形狀, 但玻璃中粒子已有一定的遷移能力,進行結構調整,足以使內部存在的應力很快消除,然后 快速冷卻。快速冷卻時,玻璃中央內部還未硬

無燃氣水平彎鋼化玻璃生產工藝探索相關
文輯推薦
知識推薦
百科推薦


職位:一級建筑師
擅長專業:土建 安裝 裝飾 市政 園林


