



編輯推薦下載
紫銅板不預熱的焊接熱門文檔

 10亳米厚紫銅板的焊接
10亳米厚紫銅板的焊接 10亳米厚紫銅板的焊接
格式:pdf
大小:88KB
頁數:1P
 4.6
4.6
用氬弧焊焊接10毫米厚的紫銅板,可以采用提高熱輸入量的方法,將電弧電壓由20伏左右提高到100伏左右,電流約450安。在這樣大的功率下焊接,一般的焊槍不能
紫銅電磁屏蔽板的不預熱焊接 紫銅電磁屏蔽板的不預熱焊接
格式:pdf
大小:540KB
頁數:4P
4.8
本文對紫銅焊接的一般方法進行了研究比較,并通過大量實驗得出:采用不預熱氯弧焊的方法焊接大型電力變壓器的紫銅電磁屏蔽板是十分可行的。該產品在不預熱焊接組裝后。經溫升試驗表明:電磁屏蔽完全符合電氣性能的要求。
 手工電弧焊焊接厚紫銅板
手工電弧焊焊接厚紫銅板 手工電弧焊焊接厚紫銅板
格式:pdf
大小:288KB
頁數:2P
4.8
紫銅焊接是比較困難的,尤其是厚度較大,更給焊接帶來了難題。焊接時要求預熱溫度高,這就惡化了勞動條件。對此我們做了大量試驗工作,積累了一些經驗,基本上消除了紫銅焊接易產生的缺陷。1.銅的性質紫銅的比重8.94g/cm~3,熔點1083℃,沸點2360℃,線膨脹系數16.4×10~(-6),導熱率3.8663×10~2w/m·k,體積收縮率4.2%。紫銅的可焊性是較差的,主要是因為銅的導熱率高,超過鐵的三倍以上,散熱快,焊接時必須有強的熱源,預熱溫度為550~650℃方可焊
中厚度紫銅受壓管道及大面積紫銅板的焊接 中厚度紫銅受壓管道及大面積紫銅板的焊接
格式:pdf
大小:216KB
頁數:2P
4.6
一、貯氧球罐上紫銅受壓管道的焊接某鋼鐵公司貯氧球罐上紫銅壓力管道的焊接,技術要求高、施工難度大。氧球的直徑9.2米,工作壓力30公斤力/厘米~2。為防止氧球上閥門開啟、關閉時由金屬間的摩擦而導致引起爆炸現象,特將氧球底部的鋼制氧氣管道改用紫銅。紫銅管的牌
紫銅板不預熱的焊接精華文檔
紫銅受壓管道及大面積中厚度紫銅板的焊接 紫銅受壓管道及大面積中厚度紫銅板的焊接
格式:pdf
大小:475KB
頁數:3P
4.5
1.貯氧球罐上紫銅受壓管道的焊接某鋼鐵公司貯氧球罐上紫銅壓力管道的焊接,技術要求高、施工難度大。氧球的直徑為9.2米,工作壓力30公斤力/厘米~2。為防止氧球罐上閥門開啟、關閉時由金屬間的摩擦而導致引起爆炸現象,特將氧球罐底部的鋼制氧氣管道改用紫銅。紫銅管的牌號為
紫銅板與低碳鋼焊接工藝 紫銅板與低碳鋼焊接工藝
格式:pdf
大小:421KB
頁數:3P
4.8
在充分實踐的基礎上,介紹了紫銅板與低碳鋼板在仰焊位置施焊時如何防止或減少未焊透、冷熱裂紋、氣孔和外觀缺陷而采取的工藝措施,并在理論和實際施焊兩方面進行了分析和探索。
黃銅板和紫銅板的用途
格式:pdf
大小:96KB
頁數:3P
4.5
黃銅板和紫銅板的用途 在所有建筑用金屬材料中,銅具有最好的延伸性能,在適應建筑造型方面,具有極大的優勢。 銅板不受加工溫度的限制,低溫時不變脆,高熔點時可采用氧吹等熱熔焊接方式。防火,屬 不燃材料。即使在極高腐蝕性的大氣環境中,銅板也會形成堅固、無毒的鈍化保護層,俗稱 “銅綠”。 其化學成份取決于所在地區的空氣條件,但各種成份的“銅綠”對銅板的保護效果基本相同。 這層鈍化膜非常穩定,受到破損可自動修復,肉眼難辨。黃銅板帶具有較高的機械性能,又 具有銅合金固有的比較高的導電、導熱性和易加工性,因此廣泛應用于日用電器、五金、電 子通訊、機器制造、汽車、建筑裝潢和服飾等行業,這些領域在國內黃銅板帶市場都有較大 的需求量.另一方面,隨著電子、電器行業的快速發展,也帶動了以黃銅帶為基材的接插件材料 需求的快速增長。 紫銅板具有獨特優異性能,是電器行業制造斷路器、觸頭
紫銅板價格,最新全國紫銅板規格型號價格大全
格式:pdf
大小:181KB
頁數:4P
4.8
建設行業大數據服務平臺造價通(工程造價信息網) http://m.chyschool.com 第1頁 全國各規格型號紫銅板價 格大全 來源:造價通工程造價信息網 概述:造價通工程造價信息網為您實時提供全國各省市地區各種規格/型號紫銅板價 格查詢。 標簽:紫銅板價格,紫銅板價格表,紫銅板規格,紫銅板型號,最新紫銅板價格,紫銅板 報價,紫銅板價格查詢,紫銅板市場價 編者按:造價通——是中華人民共和國國家標準《建設工程人工材料設備機械數據標 準》(gb/t50851-2013)的參編單位和唯一數據提供方。 建設行業大數據服務平臺造價通(工程造價信息網) http://m.chyschool.com 第2頁 材料名規格/型號單位品牌省份城市查詢賬號賬號密碼 紫銅板 材質t3紫銅板規格 1-100 t湖北武漢市mis

T2紫銅板介紹
格式:pdf
大小:41KB
頁數:4P
4.6
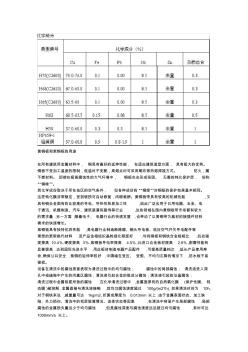
t2紫銅板介紹 材料名稱:純銅板(半硬,0.5~10mm) 牌號:t2 標準:gb/t2040-1989 ●特性及適用范圍: 有良好的導電、導熱、耐蝕和加工性能,可以焊接和釬焊。含降低導電、 導熱性雜質較少,微量的氧對導電、導熱和加工等性能影響不大,但易引起“氫 病”,不宜在高溫(如>370℃)還原性氣氛中加工(退火、焊接等)和使用。 ●化學成份: 銅+銀cuag:≥99.90 錫sn:≤0.002 鋅zn:≤0.005 鉛pb:≤0.005 鉛pb:≤0.005 鎳ni:≤0.005 鐵fe:≤0.005 鈹sb:≤0.002 硫s:≤0.005 砷as:≤0.002 鉍bi:≤0.001 氧o:≤0.06 注:≤0.1(雜質) 試樣尺寸:厚度0.5~10 ●熱處理規范:熱加工溫度90
紫銅板不預熱的焊接最新文檔
超薄紫銅板激光焊接的建模與仿真(英文) 超薄紫銅板激光焊接的建模與仿真(英文)
格式:pdf
大小:1.2MB
頁數:4P
4.6
采用激光焊接了超薄紫銅板,在試驗基礎上確立了激光焊接超薄紫銅板的合理的工藝參數,并對焊接接頭做了三維影像分析。利用有限元軟件ansys對焊接進行了動態模擬。建立了激光焊接的熱源模型。仿真結果表明:激光焊接超薄紫銅板的溫度場梯度大,熱影響區小;熱源后方的等溫線稀疏,溫度梯度小;在熱源前方的等溫線密集,溫度梯度大;焊縫正面寬度的仿真結果與試驗結果相一致。
預熱對紫銅厚板TIG焊接工藝性的影響 預熱對紫銅厚板TIG焊接工藝性的影響
格式:pdf
大小:921KB
頁數:4P
4.7
系統地研究了紫銅厚板tig焊時,預熱對焊接接頭微觀形貌組織的影響、力學性能的改善及其帶來的其它問題。分析發現,預熱雖然可以減小焊接接頭結晶裂紋的傾向,提高接頭拉伸強度,但是高溫預熱卻使得焊件表面氧化嚴重,焊接試板變形大,且母材、熱影響區和焊縫晶粒嚴重長大。
紫銅板攪拌摩擦焊接溫度場有限元分析 紫銅板攪拌摩擦焊接溫度場有限元分析
格式:pdf
大小:328KB
頁數:5P
4.4
fsw傳熱過程直接決定工件所經歷的熱循環,進而影響焊接接頭的微觀組織和力學性能。同時溫度場的分析對于預測接頭殘余應力和變形,以及焊縫區硬度都具有重要意義。本文在工藝研究基礎上,分析了fsw的產熱過程;根據攪拌頭形狀與尺寸,建立了fsw三維傳熱有限元模型。使用ansys有限元分析軟件,結合有限幾個測量點溫度變化的實驗數據,對6mm厚度紫銅板fsw焊接過程的溫度場進行了有限元分析和計算,獲得了該焊接過程的溫度場分布與變化規律。計算過程中考慮了工件下表面與支撐板接觸熱傳導對溫度場的影響,以及溫度對紫銅材料熱傳導系數的影響,有限元計算結果與實驗測量結果接近。
紫銅板、黃銅板每平米理論重量及規格表
格式:pdf
大小:28KB
頁數:1P
4.5
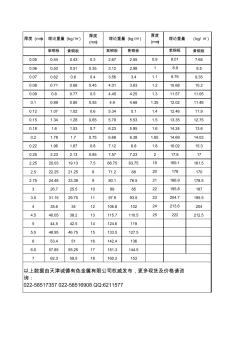
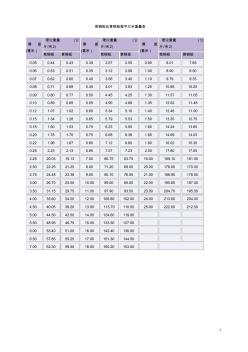
厚度(mm) 厚度 (mm) 紫銅板黃銅板紫銅板黃銅板黃銅板 0.050.440.430.32.672.557.65 0.060.530.510.353.122.988.5 0.070.620.60.43.563.49.35 0.080.710.680.454.013.8310.2 0.090.80.770.54.454.2511.05 0.10.890.850.554.94.6811.48 0.121.071.020.65.345.111.9 0.151.341.280.655.795.5312.75 0.181.61.530.76.235.9513.6 0.21.781.70.756.686.3814.03 0.221.961.870.87.12
動車變壓器紫銅板焊接工藝試驗 動車變壓器紫銅板焊接工藝試驗
格式:pdf
大小:408KB
頁數:3P
4.5
新設計電動車組變壓器采用1mm、2mm(亦曾使用過0.6mm)紫銅(t1)板材作為線圈材料。為確保導電性能,繞制工藝和機械性能要求,其接頭處需采用熔化焊接工藝,技術要求為:1、焊縫增強高≤0.2mm2、焊縫寬度差<1mm3、接頭處導電率為母材的90%4、焊縫平整、無焊接缺陷。在通常情況下,對紫銅的焊接工藝要求是克服焊接過程中出現的變形、氣孔、裂紋等。而要達到以上特殊要求則有較大的難度。
T3高精度紫銅板帶
格式:pdf
大小:208KB
頁數:3P
4.4
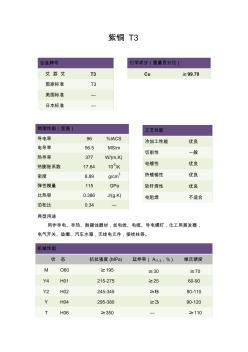
紫銅t3 典型用途 用作導電、導熱、耐腐蝕器材,如電線、電纜、導電螺釘,化工用蒸發器, 電氣開關、墊圈、汽車水箱,無線電元件,接線柱等。 合金牌號 艾荔艾t3 國家標準t3 美國標準— 日本標準— 化學成分(重量百分比) cu≥99.70 物理性能(室溫) 導電率96%iacs 電導率56.5ms/m 熱導率377w/(m.k) 熱膨脹系數17.6410-6/k 密度8.89g/cm3 彈性模量115gpa 比熱容0.386j/(g.k) 泊松比0.34— 工藝性能 冷加工性能優良 切削性一般 電鍍性優良 熱鍍錫性優良 軟釬焊性優良 電阻焊不適合 機械性能 狀態抗拉強度(mpa)延伸率(a11.3,%)維氏硬度 mo60≥195≥30≤70 y4h01215-275≥2560-90
T2高精度紫銅板帶
格式:pdf
大小:209KB
頁數:3P
4.7
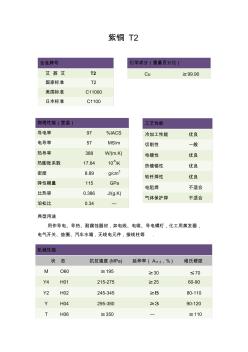
紫銅t2 典型用途 用作導電、導熱、耐腐蝕器材,如電線、電纜、導電螺釘,化工用蒸發器, 電氣開關、墊圈、汽車水箱,無線電元件,接線柱等. 合金牌號 艾荔艾t2 國家標準t2 美國標準c11000 日本標準c1100 化學成分(重量百分比) cu≥99.90 物理性能(室溫) 導電率97%iacs 電導率57ms/m 熱導率388w/(m.k) 熱膨脹系數17.6410-6/k 密度8.89g/cm3 彈性模量115gpa 比熱容0.386j/(g.k) 泊松比0.34— 工藝性能 冷加工性能優良 切削性一般 電鍍性優良 熱鍍錫性優良 軟釬焊性優良 電阻焊不適合 氣體保護焊不適合 機械性能 狀態抗拉強度(mpa)延伸率(a11.3,%)維氏硬度 mo60≥195≥30≤70 y4h
紫銅的焊接
格式:pdf
大小:394KB
頁數:6P
4.5
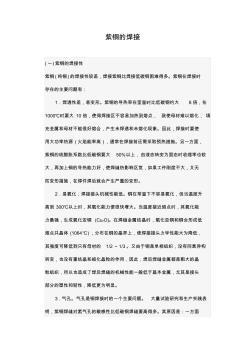
紫銅的焊接 (一)紫銅的焊接性 紫銅(純銅)的焊接性較差,焊接紫銅比焊接低碳鋼困難得多。紫銅在焊接時 存在的主要問題有: 1.焊透性差,易變形。紫銅的導熱率在室溫時比低碳鋼約大8倍,在 1000℃時要大10倍,使得焊接區不容易加熱到熔點,致使母材難以熔化,填 充金屬和母材不能很好熔合,產生未焊透和未熔化現象。因此,焊接時要使 用大功率熱源(火焰能率高),通常在焊接前還需采取預熱措施。另一方面, 紫銅的線膨脹系數比低碳鋼要大50%以上,由液態轉變為固態時收縮率也較 大,再加上銅的導熱能力好,使焊縫熱影響區寬,如果工件剛度不大,又無 防變形措施,在焊件焊后就會產生嚴重的變形。 2.易氧化,焊接接頭機械性能低。銅在常溫下不容易氧化,但當溫度升 高到300℃以上時,其氧化能力便很快增大。當溫度接近熔點時,其氧化能 力最強,生成氧化亞銅(cu2o)。在焊縫金屬結晶時,氧化亞銅和
紫銅板與奧氏體不銹鋼管的GTAW 紫銅板與奧氏體不銹鋼管的GTAW
格式:pdf
大小:413KB
頁數:2P
4.7
1焊接性分析杜瓦罐核心部分是一個圓柱形的罐子,罐底是紫銅板,圓柱體是1cr18ni9ti不銹鋼鋼管(圖1).在保證罐體幾何尺寸正確的同時,要求能承受10-10pa的超高真空度,具有較好的密封性.
紫銅板及黃銅板每平方米重量表
格式:pdf
大小:281KB
頁數:9P
4.3
1 紫銅板及黃銅板每平方米重量表 厚度 (毫米) 理論重量(公 斤/米2)厚度 (毫米) 理論重量(公 斤/米2)厚度 (毫米) 理論重量(公 斤/米2) 紫銅板黃銅板紫銅板黃銅板紫銅板黃銅板 0.050.440.430.302.672.550.908.017.65 0.060.530.510.353.122.981.008.908.50 0.070.620.600.403.563.401.109.799.35 0.080.710.680.454.013.831.2010.6810.20 0.090.800.770.504.454.251.3011.5711.05 0.100.890.850.554.904.681.3512.0211.4
紫銅板不預熱的焊接相關
文輯推薦
知識推薦
百科推薦


職位:消防機電工程師
擅長專業:土建 安裝 裝飾 市政 園林


