





格式:pdf
大小:813KB
頁數: 5頁
建立了一種基于試驗的非線性曲線擬合的新方法來分析焊接溫度場。采用改進的溫度場數學解析模型后,擬合得到與實測結果相當接近的溫度-時間擬合曲線方程。根據不同條件下的擬合方程,對其回歸系數進行了影響因素的分析。并考慮實際需要,得到了不同初始溫度下全焊接閥體的密封圈安全位置范圍,為閥門焊接工藝的制定提供了重要依據。
格式:pdf
大小:61KB
頁數: 1頁
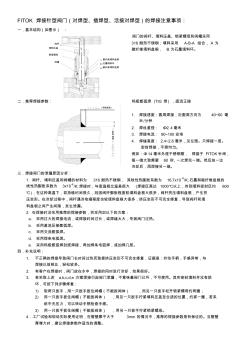
FITOK 焊接針型閥門(對焊型、插焊型、活接對焊型)的焊接注意事項: 一.基本結構(如圖示) : 閥門的閥桿、填料壓蓋、鎖緊螺母和閥帽采用 316 耐熱不銹鋼;填料采用 A-B-A 組合, A 為 碳纖維填料盤根, B 為石墨填料環。 二.推薦焊接參數: 鎢極氬弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圓周焊接,沿圓周方向為 40~60 毫 米 /分鐘 2. 焊絲直徑: Φ2 .4毫米 3. 焊接電流: 90~100 安培 4. 焊縫高度: 2.4~2.8 毫米,見左圖。只焊接一層。 密封焊接,平滑均勻。 例如:Φ14毫米外徑不銹鋼管, 焊接于 FITOK針閥, 每一端大致需要 60 秒, 一次焊完一端。然后放一邊 冷卻后,再焊接另一端。 三.焊接閥門的泄漏原因分析: 1. 閥桿、填料壓蓋和閥帽的材料為 316 耐熱不銹鋼, 其線性熱膨脹系數為 16.7x10 -6/K;石墨和
熱門知識
焊接閥門的選擇精華知識
焊接閥門的選擇-
話題: 工程造價lixiaogangdq
-
話題: 工程造價fenghao123
最新知識
焊接閥門的選擇-
話題: 室內設計wangping214

相關問答
焊接閥門的選擇-
話題: 室內設計elevenrainy
-
話題: 工程造價goujianxing
焊接閥門的選擇相關專題
- 靠近墻角的焊縫怎么焊接
- 框架梁里面的鋼筋焊接套項
- 框架柱焊接接頭怎么算
- 兩個槽鋼焊接怎么焊接
- 兩個彎頭可以直接焊接嗎
- 種焊焊接螺母用在什么地方
- 柱鋼筋焊接長度是多少
- 柱主筋與圈梁焊接
- 柱主筋與圈梁焊接問題
- 柱子鋼筋有雙面焊接
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計
- 園林綠化養護精細化管理對河源市園林景觀的影響分析