




格式:pdf
大小:103KB
頁數: 3頁
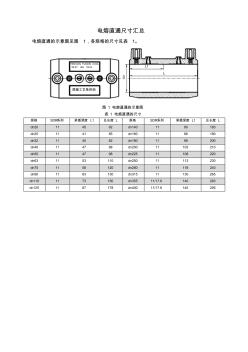
電熔直通尺寸匯總 電熔直通的示意圖見圖 1,各規格的尺寸見表 1。 圖 1 電熔直通的示意圖 表 1 電熔直通的尺寸 規格 SDR系列 承插深度 L1 總長度 L 規格 SDR系列 承插深度 L1 總長度 L dn20 11 45 92 dn140 11 90 183 dn25 11 41 85 dn160 11 88 180 dn32 11 40 82 dn180 11 98 200 dn40 11 47 98 dn200 11 103 210 dn50 11 47 98 dn225 11 108 220 dn63 11 53 110 dn250 11 113 230 dn75 11 58 120 dn280 11 118 240 dn90 11 63 130 dn315 11 130 265 dn110 11 73 150 dn355 11/17.6 140 283
格式:pdf
大小:8KB
頁數: 1頁
新大塑料管件有限公司聚乙烯 (PE)燃氣.給水管道施工技術 電熔旁通鞍型安裝 . 焊接工藝 1. 將需安裝的管材表面清理干凈,刮去管材需熔接區域外表氧化層 (厚度 0.1—0.2mm),用記號筆作好標記。 注意 !焊口或管材變形嚴 禁安裝鞍型! 2.將鞍型件安裝在經過處理后的管材表面上,將專用 U型夾具緊固。 特別提示:一定要把螺帽擰緊!保證兩連接面能完全吻合, 接好 220V交流電 , 輸出電壓為 39.5v( ±0.5v) 交流電 ,應按電 熔焊機說明書步驟進行作業 ,焊接參數按管件提供的參數進行設定 焊接。 3.熔鞍型焊接完全冷卻后, 對所有新焊接口進行強度試驗、 對每個焊 接口驗漏。合格后卸下蓋帽用鞍型鑰匙 (內六角 )進行旋轉鉆孔, 然后 把鉆刀回位 (電熔旁通鞍型鉆刀永久在管件內 )用管鉗擰緊蓋帽。 (電 熔直通鞍型開口應用專用鉆刀進行鉆孔 )。 4.操作完成后,應對蓋帽再進行
PE電熔直通通鞍型相關專題
- 可膠粘pe泡沫材料的膠帶
- 聯塑pe給水管500多少錢一米
- 中財pe管110四通一個多少錢
- 中財PE管
- 鑄鐵管與PE管連接問題
- 自來水pe管價格大概多少
- 最新pe價格聚乙烯塑料
- 照明的PE線的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的區別
- 新型透水襯砌在南臺子一級水電站尾水渠中的嘗試
- 新型基于熱力學法的水泵效率數學模型及應用
- 基于超磁致伸縮效應的新型液壓高速開關閥
- 云南郝家河砂巖型銅礦床地質特征與接替資源勘查成果
- 新型的低壓成套開關設備GGD型低壓配電柜
- 應用型人才培養模式下高校機電工程綜合實踐改革探索
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 新型貼片式戶外全彩LED顯示屏用途的顯示器件
- 影響免蒸養(壓)粉煤灰小型空心砌塊強度指標的因素
- 基于閉環反饋優化的IDC基礎設施造價評估模型
- 以杉木積成材為芯板的新型細木工板的動態熱機械分析
- 應用CAO型消煙節能燃煤裝置改造鍛造和退火加熱爐
- 新型自行式全旋轉橋梁檢修車在橋梁工程中的應用
- 中海PCR型超薄磨耗層用改性乳化瀝青與應用
- 新型節能型燒結頁巖空心磚外墻的自保溫系統
- 新型免扎線絕緣子在配電網架空線路中的應用??
- 智能點型離子感煙探測器和普通感煙探測器有什么區別