





格式:pdf
大小:308KB
頁數: 4頁
針對高速轉向架構架上新設計的郁金香坡口焊接接頭,運用ABAQUS有限元軟件對該形式接頭多道焊和焊后TIG重熔處理進行了數值模擬,分別計算了多道MAG焊和焊后TIG重熔處理的溫度場、殘余應力場和應變,對比分析該接頭形式MAG焊后和TIG重熔處理后在不同路徑下的橫向與縱向殘余應力及應變分布。結果表明,TIG重熔影響區產生的新殘余應力值較多道MAG焊時大幅增加且以拉應力為主,TIG重熔產生的焊接變形主要在板厚方向,計算結果對結構設計具有一定指導意義。
格式:pdf
大小:3.1MB
頁數: 13頁
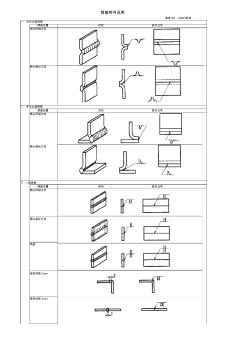
參考JIS-Z3021標準 一,雙法蘭型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 二,單法蘭型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 三, I型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 兩面 板材間距 2mm 板材間距 2mm 焊接符號說明 閃光焊接 摩擦壓接 四,V型焊接 焊接位置 形狀 表示記號 箭頭所指方向 箭頭相反方向 板厚19mm 坡口深度 16mm 坡口開口角度 60° 板材間距 2mm 完全熔透焊接 板厚12mm 坡口開口角度 45° 使用墊板 板材間距 4.8mm 焊后表面突出部分 要機加處理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口開口角度 60° 板材間距為0 五,X型焊接 焊接位置 形狀 表示記號 兩面 該部位機加磨平處理 閃光焊接閃光焊接 閃光焊接 閃光焊接 摩擦壓接 坡口深度 箭頭方向 16
熱門知識
坡口焊接符號-
話題: 工程造價zhongdj2110
-
話題: 建筑設計liyanjunjing
精華知識
坡口焊接符號-
話題: 工程造價gaodahuman
-
話題: 工程造價jieyang0396
最新知識
坡口焊接符號-
話題: 工程造價lzj5202008
相關問答
坡口焊接符號-
話題: 工程造價wang42050924
-
話題: 工程造價mamingze1987
-
話題: 工程造價photoshopboy
坡口焊接符號相關專題
- 朗口凈水機怎么換過濾
- 貯水池坡底與平底的劃分
- 自來水管接口處漏水怎么辦
- 自來水進水口閥門如何打開
- 怎樣觀察水口
- 這種水管接口怎么拆
- 真空罐進水口要裝底閥
- 截水溝找坡
- 雨水口篦子有出廠合格證嗎
- 浴缸出水口怎么打開
- 中國焊接學會堆焊及表面工程專委會
- 張家口市中心城區污水排水管網在線監測系統設計
- 在地鐵建設、運營中屏蔽門系統與相關專業的接口分析
- 起重機主梁工字鋼磨損及焊接變形的檢驗案列分析
- 云南洱海桃溪河口凈化工程的設計思路及初步凈化效果
- 中國對美國出口的商品結構、比較優勢及其穩定性分析
- 植被混凝土在水利邊坡工程中進展和應用現狀
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 張家口清水河建設橋臨時支架及河道行洪能力計算分析
- 異種鋼焊接接頭退火工藝
- 振弦式錨桿應力計在騰龍橋一級水電站左岸邊坡的應用
- 植被混凝土護坡綠化技術在高陡邊坡生態治理中的應用
- 引黃工程汾河水庫取水口臨時擋水建筑物施工方案比選
- 有限元強度折減法在路基邊坡穩定性分析中的應用
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 影響高速公路路塹高邊坡穩定的因素及其防護治理措施
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析