
- 首頁 >
- > 用EXCEL如何制做SPC控制圖
更新時間:2025.06.08




格式:pdf
大小:64KB
頁數: 1頁
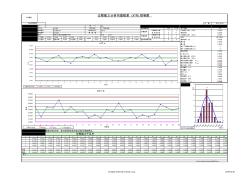
過程能力分析均值極差 (X-R)控制圖 日 期 工廠 過 程 信 息 欄 統計特性描述 數 據 值 零件號 數據重要趨勢 X 圖 R 圖 樣本容量 100 圖紙編號 3 3 工程規范下限 (LSL) 5.6000 模具編號 8 11 規格中線 6.0000 描述 單位 mm 3 3 工程規范上限 (USL) 6.4000 尺寸規格 6.000 上公差 0.400 下公差 0.400 UCLx 6.235 AVERx 5.973 LCLx 5.711 9 11 總和 597.2800 下公差限 5.600 規格中線 6.000 上公差限 6.400 UCLr 0.820 AVERr 0.359 LCLr 0.000 超出控制線點數 0 0 讀數均值 (X) 5.9728 最大值 6.4200 最小值 5.5600 低于下控制線點數 (X) 0 高于上控制線點數 (X) 0 極差均值
格式:pdf
大小:311KB
頁數: 8頁
質量控制圖 現代質量管理強調以預防為主。 要求在質量形成的整個生產過程中, 盡量少出或不出不合格 品,這就需要研究兩個問題: 一是如何使生產過程具有保證不出不合格品的能力; 二是如何把這 種保證不出不合格品的能力保持下去,一旦這種保證質量的能力不能維持下去,應能盡早發現, 及時得到情報,查明原因,采取措施,使這種保證質量的能力繼續穩定下來,保持下去,真正做 到防患于未然。 前一個問題一般稱為生產過程中的工序能力分析, 后一個問題一般稱為生產過程 的控制。這兩個問題都與控制圖有著密切的聯系。 控制圖是畫有控制界限的一種圖。 它是用來區分質量波動究竟是偶然原因引起的還是 由于系統原因引起的,可以提供系統原因存在的信息,從而判斷生產過程是否處于穩定狀態的 圖。從這個意義上講,控制圖是發現系統原因的 “信號圖 ”、“溫度計 ”。 控制圖的主要用途有: ①分析質量形成過程的狀態, 看工序或質量形成過
熱門知識
用EXCEL如何制做SPC控制圖-
話題: 地產家居521xiaozhu
-
話題: 地產家居yinchuansh
精華知識
用EXCEL如何制做SPC控制圖-
話題: 電氣工程lucy840125
最新知識
用EXCEL如何制做SPC控制圖-
話題: 造價軟件xuexiyuyan
相關問答
用EXCEL如何制做SPC控制圖-
話題: 工程造價loctitesx401
-
話題: 工程造價139****3688
-
話題: 暖通空調kernakerna
專題概述
用EXCEL如何制做SPC控制圖知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關用EXCEL如何制做SPC控制圖最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:用EXCEL如何制做SPC控制圖
相關話題
資料下載
相關資訊
用EXCEL如何制做SPC控制圖相關專題
- 卡紙用鉛筆怎么畫
- 看工程圖紙用什么軟件好
- 可以用UG直接出工程圖
- 梁板配筋圖怎么畫用軟件
- 制作一張平面圖用什么軟件
- 筑業軟件技術交底怎么用
- 筑業軟件怎么用
- 磚砌女兒墻用什么圖集
- 做工程資料用哪種軟件好
- 怎么壓韌帶用圖片的
- 中國大唐集團公司集控值班員考核試題庫鍋爐運行
- 政府投資項目如何做好智能化系統工程建設的過程控制
- 中海PCR型超薄磨耗層用改性乳化瀝青與應用
- 在項目成本控制中的實踐與探索工程項目成本管理系統
- 柴油機高壓噴油管用鋼、高壓噴油管及其制造方法
- 中國電工技術學會電力系統控制與保護專業委員會成立
- 智能建筑電氣安裝中的質量控制
- 引水隧洞TBM開挖施工質量控制及問題處理對策
- 在小橋涵軟基處理中如何運用預應力混凝土管樁的分析
- 宜興抽水蓄能電站地下廠房巖壁梁混凝土溫控防裂技術
- 招標控制價的重要性與合理確定招標控制價的策略
- 在數控機床上通過監視主軸電機負荷實時監控刀具壽命
- 變頻控制多聯式空調系統
- 中低壓燃氣管道工程質量控制及常見問題處理教學提綱
- 宜賓金沙江公鐵兩用橋混凝土系桿拱現澆支架施工設計
- 政府財政投資工程項目全過程工程造價控制與管理措施
- 在樓宇自控系統設計中如何選擇最佳的電動調節閥口徑
- 用Excel怎么計算變異系數
- 用Excel做施工進度計劃表
- 用EXCEL做招投標小軟件
- 用G32車螺紋怎么編程
- 用gambit怎樣畫螺旋管道
- 用L50*5的角鋼制作成貨架
- 用LEB免root刪除系統軟件
- 用MATLAB設計濾波器
- 用MATLAB怎么畫自行車
- 用multisim仿真帶通濾波電路
- 用PCB怎樣畫水銀開關
- 用pc太空杯裝熱水有毒
- 用PID算法實現溫度控制
- 用PKPM計價軟件怎么套定額
- 用PKPM做框架結構設計
- 用pLC控制電機實物接線圖
- 用proe畫凈水器的視頻教程
- 用PS把一張圖做到木板上
- 用ps怎樣做瓷磚拼花
- 用Pvc做的船的圖片
- 用pvc做鏤空吊頂好不好
- 用PVC做牌匾需要多厚的板子
- 用T型門有什么優勢
- 用vga轉hdmi轉接線怎么設置
- 用Word 2010畫燈籠怎么畫
- 用word怎么對投標書排版
- 用白醋能去除馬桶水垢嗎
- 用白乳膠可以替代801膠水嗎
- 用白水泥刷墻面
- 用百得電熱水器