LSAW鋼管技術參數
LSAW(直縫埋弧焊管)主要技術參數如下:
壁 厚:在X80鋼級時可達6.4-23.8mm(0.252-0.94in);在X70鋼級時可達6.4-26.4mm(0.252-1.04in)。材質降低時壁厚可不同程度地增加。
產品標準:ISO3183-3、API Spec 5L、GB9711等
直縫埋弧焊鋼管直徑可達Φ406.4-Φ1422.4mm
鋼管最長可達12.2m,在×70鋼級時壁厚為6.4-26.4mm
LSAW鋼管造價信息
埋弧焊(含埋弧堆焊及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的方法。其固有的焊接質量穩定、焊接生產率高、無弧光及煙塵很少等優點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼結構制作中的主要焊接方法。雖然先后出現了許多種高效、優質的新焊接方法,但埋弧焊的應用領域依然未受任何影響。從各種熔焊方法的熔敷金屬重量所占份額的角度來看,埋弧焊約占10%左右,且多年來一直變化不大。
當焊絲確定以后(通常取決于所焊的鋼種),配套用的焊劑則成為關鍵材料,它直接影響焊縫金屬的力學性能(特別是塑性及低溫韌性)、抗裂性能、焊接缺陷發生率及焊接生產率等。焊絲與焊劑的配用重量比為焊絲:焊劑=1.1~1.6,視焊接接頭類型、所用焊劑種類、焊接規范參數而定。與熔煉焊劑相比,燒結焊劑用量較為節省,約可少用20%左右。
我國采用焊劑量在5萬噸左右波動,其中70%約為熔煉焊劑,余為非熔煉焊劑。歐美工業發達國家以非熔煉型焊劑為主,約在80%、90%以上,但仍然有熔煉型焊劑生產銷售,熔煉焊劑這種持久的生產力與其固有的一些特點有關。
LSAW鋼管主要特點:
1)鋼管具有一條縱向焊縫,內、外焊縫均采用一道埋弧焊焊成。
2)經過整體機械擴徑處理,鋼管內部應力小且分布均勻,可有效防止應力腐蝕開裂,尺寸精度高,便于現場焊接施工。
3)采用預焊后精焊的工藝,焊接過程穩定,焊縫質量高。
4)焊縫易于實現生產過程中的無損探傷和使用過程中野外的無損探傷復查。
5)產品規格范圍大,既可生產小直徑、大壁厚也可生產大直徑、大壁厚的鋼管。
LSAW鋼管技術參數常見問題
-
尺寸規格 硬PVC管有公稱外徑為50CM的,但是軟PVC管最大的一般是50mm的。 pvc管材管件 pvc管材管件 硬PVC管規格:GB/T13020-1991 軟PVC管規格...
-
性能參數 序 號 項 目 要 求 ...
-
熱浸塑鋼質線纜保護管道電氣性能技術參數 序號 項目 單位 技術參數 技術標準 1 阻燃系數 — ≤0.02 DL/T802-2002 2 內壁滑動磨擦系數 — ≤0.30 ...
LSAW鋼管技術參數文獻

 不銹鋼管招標技術參數
不銹鋼管招標技術參數
格式:pdf
大小:283KB
頁數: 15頁
評分: 4.4
.. .. .. .. . 學習參考 . 不銹鋼技術參數 .. .. .. .. . 學習參考 . 根據本工程質量目標要求 ,保證工程中使用材料的性能 、質量滿足工程質量和用戶后期使 用、維護的需要 ,提出如下技術要求 ,作為本工程該項采購文件的一部分 。 1、采用的標準 : 受邀人提供的產品必需滿足最新的國家有關標準和規范 ,包括但不限于 : 《建筑給排水設計規 》(GB50015-2010 ); 《薄壁不銹鋼卡壓式和溝槽式管件 》(CJ/T152-2010) ; 《薄壁不銹鋼管道技術規范 》(GB/T 29038-2012 ); 《流體輸送用不銹鋼焊接鋼管 》(GB/T12771-2000 ); 《不銹鋼小直徑鋼管 》(GB3090-82 ); 《一般用途奧氏體不銹鋼無縫鋼管和焊接鋼管 》(ASTM A269 ); 《奧氏體不銹鋼無縫鋼管焊接鋼管焊接鋼管 》(ASTM A312
 鍍鋅鋼管技術參數 (2)
鍍鋅鋼管技術參數 (2)
格式:pdf
大小:283KB
頁數: 2頁
評分: 4.4
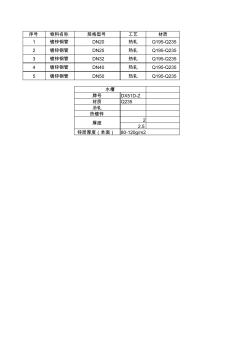
序號 物料名稱 規格型號 工藝 材質 1 鍍鋅鋼管 DN20 熱軋 Q195-Q235 2 鍍鋅鋼管 DN25 熱軋 Q195-Q235 3 鍍鋅鋼管 DN32 熱軋 Q195-Q235 4 鍍鋅鋼管 DN40 熱軋 Q195-Q235 5 鍍鋅鋼管 DN50 熱軋 Q195-Q235 牌號 DX51D-Z 材質 Q235 冷軋 熱鍍鋅 2 2.5 鋅層厚度(單面) 80-120g/m2 厚度 水槽 壁厚 鍍鋅厚度 2.75 80-120g/m2 3.25 80-120g/m2 3.25 80-120g/m2 3.50 80-120g/m2 3.50 80-120g/m2 牌號 DX51D-Z 材質 Q235 冷軋 熱鍍鋅 鋅層厚度(單面) 80-120g/m2 集露槽 厚度 0.75
lsaw——直縫埋弧焊管(longitudinallySubmergedArcWelding,簡寫為LSAW)。直縫埋弧焊管(LSAW)是以單張中厚板為原料,將鋼板在模具或成型機中壓(卷)成管坯,采用雙面埋弧焊接方式并擴徑而成進行生產的。其成品規格范圍較寬,焊縫的韌性、塑性、均勻性和致密性較好,具有管徑大、管壁厚、耐高壓、耐低溫抗腐蝕性強等優點。
建設高強度、高韌性、高質量長距離油氣管線時,所需鋼管大多是大口徑厚壁直縫埋弧焊管。按API標準規定,在大型油氣輸送管道中,當通過高寒地帶、海底、城市人口稠密區等1類、2類地區時,直縫埋弧焊管是唯一指定適用管型。按成型方式不同又可分為:
UOE焊管:單張鋼板在邊緣預彎后,經U成型、O成型、內焊、外焊、機械冷擴徑等工序;
JCOE焊管:即按"J-C-O-E"預焊、成型、焊接后經冷擴徑等工序;
HME焊管:由芯棒滾壓法按"C-C-O"成型、焊接后經冷擴徑等工序。
華昊LSAW鋼管
LSAW直縫鋼管指的是雙面埋弧焊直縫鋼管,埋弧焊直縫鋼管按其不同的成型方式又分為UOE、RBE、JCOE鋼管等。直縫高頻焊接鋼管具有工藝相對簡單,快速連續生產的特點,在民用建筑、石化、輕工等部門有廣泛用途。多用于輸送低壓流體或做成各種工程構件及輕工產品。主要成型流程是先將鋼板預焊對口處進行銑邊(或刨邊)后經鋼板寬度方向上的預折彎,再按J→C→O的順序逐步成型,成型過程中經過多次壓力沖壓每一次沖壓時均以三點彎曲模具成型為基本原理。
LSAW直縫鋼管HS編碼
73059000 直縫焊管
73059000 EVA直縫焊管
73069000 直縫焊管
73062000 直縫焊管
73062100 直縫焊管
73062900 直縫焊管
73051100 去內毛刺直縫焊管
73051200 直縫焊管

LSAW簡介
建設高強度、高韌性、高質量長距離油氣管線時,所需鋼管大多是大口徑厚壁直縫埋弧焊管。按API標準規定,在大型油氣輸送 管道中,當通過高寒地帶、海底、城市人口稠密區等1類、2類地區時,直縫埋弧焊管是唯一指定適用管型。按成型方式不同又可分為:
UOE焊管:單張鋼板在邊緣預彎后,經U成型、O成型、內焊、外焊、機械冷擴徑等工序;
JCOE焊管:即按"J-C-O-E"預焊、成型、焊接后經冷擴徑等工序;
HME焊管:由芯棒滾壓法按"C-C-O"成型、焊接后經冷擴徑等工序。
LSAW鋼管相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 水晶玻璃
- 焊藥
- 變色玻璃
- 彩色玻璃
- 手工焊接技術
- 釉面玻璃
- 藥芯焊絲電弧焊
- 玻璃電極
- 埋弧焊絲
- 時光電冰箱
- pcb焊接技術
- 家用冰箱,空調安裝與維修
- 玻璃體渾濁
- SSAW
- 容聲冰箱BCD-249RL1DC-ZO22
- 氣焊工藝
- 圓CFRP-鋼管混凝土偏壓構件荷載-變形關系分析
- 中國家具鋼管行業市場前景分析預測年度報告(目錄)
- 圓錐碎礦機工作原理、技術參數、安裝調試及維護檢修
- 圓鋼管通用規格表(20201009124910)
- 圓CFRP-鋼管混凝土軸壓短柱荷載-變形關系分析
- 引黃南干二級泵站進水壓力鋼管內壁防腐施工技術措施
- 圓鋼管通用規格表(20201009124907)
- 應用復合梁單元實現鋼管混凝土拱橋的極限承載力分析
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 圓鋼管混凝土K型焊接管板節點試驗和有限元分析
- 中國對歐盟日本進口高性能不銹鋼無縫鋼管
- 中國鋼結構協會鋼管分會七屆三次會員大會
- 關于矩形、圓形鋼管混凝土結構若干設計或審查問題簡述
- 工藝工法多(高)層建筑鋼管混凝土柱施工工法資料
- 供熱管道用鋼套鋼直埋保溫鋼管預制聚氨酯直埋保溫鋼管
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
Excel 數據處理與分析應用大全
廣東國咨招標有限公司
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
四川中澤盛世招標代理有限公司