焊接過程自適應控制
焊接過程自適應控制,應用微型計算機控制焊接質量的一種方法。按照一定模式隨時自動調整焊接過程的一個或幾個參數,使焊接過程能在變化的邊界條件及各種隨機干擾影響下保持最佳動態性能和理想的焊接質量。
焊接過程自適應控制,應用微型計算機控制焊接質量的一種方法。按照一定模式隨時自動調整焊接過程的一個或幾個參數,使焊接過程能在變化的邊界條件及各種隨機干擾影響下保持最佳動態性能和理想的焊接質量。
焊接過程自適應控制造價信息
焊接過程自適應控制常見問題
-
你好, 1、使用專用剪刀剪管材,切口應平滑無毛刺 2、清潔管材與管件的焊接部位,避免沙子、灰塵等損害接頭質量。 3、用與被...
-
自適應布置柱畫異形柱子是根據你墻體的需要來自由設計異形柱形狀的,請參閱下圖來進行理解:
-
在畫AZ3時,按自適應布置柱,單擊6/A交點時,在構件列表自動生成AZ-1,并且6/A交點的柱也自動變成了AZ-1,這是什么原因? 你好:自適應布置柱不適用于你這種情況。只能用點布的方法。自適應布置柱...
焊接過程自適應控制文獻

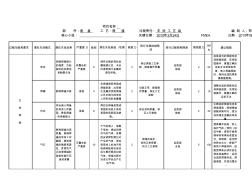 焊接過程PFMEA
焊接過程PFMEA
格式:pdf
大小:38KB
頁數: 2頁
評分: 4.4
咬邊 削弱焊接接頭 的強度;引起 裂紋的發源地 和斷裂失效 有警告的 嚴重度 9 焊件邊緣的母材金 屬被熔化后,未及 時得到熔化金屬的 填充所致。 3 保證焊接工藝參 數,提高操作質量 。 品質部 抽檢 2 54 選擇適當的焊接電流 和焊接速度,采用短 弧操作,掌握正確的 運條手法和焊條角 度,坡口焊縫焊接 時,保持合適的焊條 離側壁距離。 焊瘤 影響焊縫外觀 很低 4 在焊縫根部背面或 焊縫表面,出現熔 化金屬流淌到焊縫 之外未熔化的母材 上所形成的金屬瘤 2 設備正常,提高操 作質量,保證工藝 參數 品質部 抽檢 2 16 調整合適的焊接電流 和焊接速度,采用短 弧操作,掌握正確的 運條手法 凹坑 將會減小焊縫 的有效工作截 面,降低焊縫 的承載能力 很高 8 焊后在焊縫表面或 背面形成低于母材 表面的局部低洼缺 陷。 2 保證材料質量,保 證工藝參數 品質部 抽檢 2 32 正確選擇
 焊接過程控制程序
焊接過程控制程序
格式:pdf
大小:38KB
頁數: 7頁
評分: 4.7
工 作 文 件 (首頁) 標題:焊接過程控制程序 文件編號: 頁 次:1/5 文件類別:工作文件 修 訂 記 錄 文件版本 修 訂 日 期 修 訂 頁 次 修 訂 摘 要(增 ,減 ,改 ,項目) 頁 版 本 目 錄 頁 次 2 3 4 5 頁版本 A A A A 頁 次 頁版本 分發單位:質量管理科、生產科、供應科、倉儲科 正本: 工藝科 編制部門: 工藝科 修訂: 審查: 核準: 核準日期: 表格編號: 工 作 文 件 (續頁) 標題:焊接過程控制程序 文件編號:頁 次:2/5 頁 版 本:A 1. 目的:通過對焊接過程的控制,保證產品的焊接質量。 2. 范圍:適用于本公司產品的焊接過程。 3. 職責: 3.1 工藝科 對新材料和首次使用的材料進行焊接工藝評定;編制焊接作業指導書;編制設備操作規程;驗證 修改工藝文件,對其合理性和正確性負責;對工藝文件的實施進行監督和技術服務
焊接自適應控制,早期指以關鍵焊接質量參數(如單面雙面成形熔焊過程中的焊透質量、電阻點焊過程中的焊核尺寸)為控制對象的焊接控制系統。現在泛指能自動識別焊件實時條件、調整并采用不同策略以最終保證焊件焊接質量的計算機數字控制系統。大斷面閃光對焊自適應控制是較成功的范例。
自適應控制技術
自適應控制系統最早在航空方面首先得到了應用。這是由于飛機的動力學特性決定于許多的環境因素和結構參數,例如隨著飛機飛行的高度和速度的不同,飛機的動力學參數可能在相當大的范圍內變化,要使飛機在整個飛行高度與速度范圍內保證控制的高質量。依靠經典的控制理論是難以解決的,為了解決上述自動控制所面臨的問題,在五十年代末期,美國麻省理工學院的Whitaker教授首先提出并設計了模型參考自適應控制的方案,經模擬研究和飛行實驗表明,在飛機正常速度下,該模型參考自適應控制系統具有滿意的性能。但是限于當時計算機的技術和控制理論的發展水平,這一自適應控制技術的成果未能得到迅速的發展和推廣。隨著計算機技術和控制理論發展水平的不斷提高,特別使由于航空航天事業的迅速發展的需要,目前,自適應控制在航空航天方面亦取得了相應的發展和應用。 隨著計算機技術的發展和理論的不斷完善,自適應控制技術的推廣應用將不斷發展,這種控制技術不但用于各工業部門,例如在航海方面,在化工過程、鋼鐵和冶金工業方面,在電力拖動方面,近年來還推廣應用于非工業部門,例如生物醫學部門。但就現有的關于應用方面的報導來看,自適應控制技術主要用于過程較慢的系統和特性變化速度不很快的對象。但可以相信,隨著理論的不斷完善和計算機技術的迅速提高,自適應控制的應用將會愈來愈廣泛,而收斂則愈來愈大。
自適應控制技術
在日常生活中,所謂自適應是指生物能改變自己的習性以適應新的環境的一種特征。因此,直觀地講,自適應控制器應當是這樣一種控制器,它能修正自己的特性以適應對象和擾動的動態特性的變化。 自適應控制的研究對象是具有一定程度不確定性的系統,這里所謂的“不確定性”是指描述被控對象及其環境的數學模型不是完全確定的,其中包含一些未知因素和隨機因素。 任何一個實際系統都具有不同程度的不確定性,這些不確定性有時表現在系統內部,有時表現在系統的外部。從系統內部來講,描述被控對象的數學模型的結構和參數,設計者事先并不一定能準確知道。作為外部環境對系統的影響,可以等效地用許多擾動來表示。這些擾動通常是不可預測的。此外,還有一些測量時產生的不確定因素進入系統。面對這些客觀存在的各式各樣的不確定性,如何設計適當的控制作用,使得某一指定的性能指標達到并保持最優或者近似最優,這就是自適應控制所要研究解決的問題。 自適應控制和常規的反饋控制和最優控制一樣,也是一種基于數學模型的控制方法,所不同的只是自適應控制所依據的關于模型和擾動的先驗知識比較少,需要在系統的運行過程中去不斷提取有關模型的信息,使模型逐步完善。具體地說,可以依據對象的輸入輸出數據,不斷地辨識模型參數,這個過程稱為系統的在線辯識。隨著生產過程的不斷進行,通過在線辯識,模型會變得越來越準確,越來越接近于實際。既然模型在不斷的改進,顯然,基于這種模型綜合出來的控制作用也將隨之不斷的改進。在這個意義下,控制系統具有一定的適應能力。比如說,當系統在設計階段,由于對象特性的初始信息比較缺乏,系統在剛開始投入運行時可能性能不理想,但是只要經過一段時間的運行,通過在線辯識和控制以后,控制系統逐漸適應,最終將自身調整到一個滿意的工作狀態。再比如某些控制對象,其特性可能在運行過程中要發生較大的變化,但通過在線辯識和改變控制器參數,系統也能逐漸適應。 常規的反饋控制系統對于系統內部特性的變化和外部擾動的影響都具有一定的抑制能力, 但是由于控制器參數是固定的,所以當系統內部特性變化或者外部擾動的變化幅度很大時,系統的性能常常會大幅度下降,甚至是不穩定。所以對那些對象特性或擾動特性變化范圍很大,同時又要求經常保持高性能指標的一類系統,采取自適應控制是合適的。但是同時也應當指出,自適應控制比常規反饋控制要復雜的多,成本也高的多,因此只是在用常規反饋達不到所期望的性能時,才會考慮采用。
電弧栓釘焊接過程時序為:短路—提升引弧焊接—落釘—有電頂鍛—焊接結束
焊接過程自適應控制相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 焊接過程質量控制與檢驗讀本
- 焊接連接鉸接管接頭
- 焊接連接閥門
- 焊接速度
- 焊接速查手冊
- 焊接鋼絲網
- 焊接難題解析問答
- 焊接高密度工程塑料管道質量控制與安全評定研究
- 焊接:手工電弧焊
- 焊接:擴散焊
- 焊接:鋁熱焊
- 焊料熔注釬焊
- 焊條電弧焊實訓(第2版)
- 焊條電弧焊實訓(第3版)
- 焊條電弧焊實訓
- 焊條電弧焊技術快速入門
- 在項目成本控制中的實踐與探索工程項目成本管理系統
- 中國電工技術學會電力系統控制與保護專業委員會成立
- 智能建筑電氣安裝中的質量控制
- 智能建筑工程監理過程中的幾個問題及處理方法
- 引水隧洞TBM開挖施工質量控制及問題處理對策
- 植物病蟲害檢測在園林綠化工程建設過程中的應用
- 招標控制價的重要性與合理確定招標控制價的策略
- 變頻控制多聯式空調系統
- 中低壓燃氣管道工程質量控制及常見問題處理教學提綱
- 政府財政投資工程項目全過程工程造價控制與管理措施
- 引子渡水電站溢洪道弧形工作閘門焊接變形與處理
- 永磁同步電機-空調壓縮機系統的無傳感器過調制控制
- 工科畢業設計過程化質量管理體系
- 振弦式鋼筋計在預應力管樁成樁過程中的安裝工藝
- 應用價值工程在勘察設計階段監理中合理控制工程投資
- 抑制TCR隔離變壓器磁通飽和控制算法與應用
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
拆邊機
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司