螺紋導(dǎo)程定義
在車(chē)制螺紋時(shí),工件旋轉(zhuǎn)一周刀具沿軸線(xiàn)方向移動(dòng)的距離稱(chēng)為導(dǎo)程,即同一條螺旋線(xiàn)上相鄰兩牙在中徑線(xiàn)上對(duì)應(yīng)兩點(diǎn)之間的軸向距離。
螺紋導(dǎo)程造價(jià)信息
導(dǎo)程與螺紋及其計(jì)算
螺距,螺紋件上相鄰兩牙在中徑線(xiàn)上對(duì)應(yīng)兩點(diǎn)之間的軸向距離,符號(hào)P。單線(xiàn)螺紋的導(dǎo)程等于螺距,即S=P,多線(xiàn)螺紋的導(dǎo)程等于線(xiàn)數(shù)(n)乘以螺距,即S=nP。
螺紋導(dǎo)程定義常見(jiàn)問(wèn)題
-
導(dǎo)程S:螺紋上任意一點(diǎn)沿同一條螺旋線(xiàn)轉(zhuǎn)一周所移動(dòng)的軸向距離。單線(xiàn)螺紋的導(dǎo)程等于螺距(S=P)【螺距P:螺紋相鄰兩個(gè)牙型上對(duì)應(yīng)點(diǎn)間的軸向距離】,多線(xiàn)螺紋的導(dǎo)程等于線(xiàn)數(shù)乘以螺距(S=nP)【線(xiàn)數(shù)n:螺紋的...
-
什么樣的螺紋屬于機(jī)械螺紋——即什么樣的螺紋可以定義為機(jī)械螺紋
你這個(gè)問(wèn)題看不明白,我國(guó)螺紋分普通螺紋,細(xì)牙螺紋,過(guò)渡和過(guò)盈配合螺紋,短牙螺紋,小螺紋,梯形螺紋,自攻螺釘用螺紋,55°非密封和密封管螺紋,60°密封管螺紋,米制錐螺紋和氣瓶螺紋,這些螺紋全部應(yīng)用工業(yè)...
-
公制粗螺紋如何定義:如M6粗螺紋牙距為1,有公式可以計(jì)算粗螺紋的牙距嗎?
螺紋規(guī)格 牙距 螺紋底孔直徑M2 標(biāo)準(zhǔn) 0.40 1.60 細(xì)牙 0.25 1.75 M2.5 標(biāo)準(zhǔn) 0.45 2.10 細(xì)牙 0.35 2.20 M2....
螺紋導(dǎo)程定義文獻(xiàn)

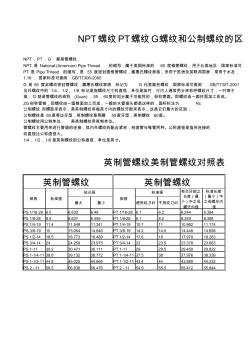 NPT螺紋PT螺紋G螺紋和公制螺紋的區(qū)別
NPT螺紋PT螺紋G螺紋和公制螺紋的區(qū)別
格式:pdf
大小:26KB
頁(yè)數(shù): 2頁(yè)
評(píng)分: 4.4
PS 1/16-28 6.5 6.632 6.49 PT 1/16-28 6.1 6.2 6.244 6.384 PS 1/8-28 8.5 8.637 8.495 PT 1/8-28 8.1 8.2 8.249 8.388 PS 1/4-19 11.4 11.549 11.341 PT 1/4-19 10.7 11 10.962 11.174 PS 3/8-19 15 15.054 14.846 PT 3/8-19 14.2 14.5 14.448 14.658 PS 1/2-14 18.5 18.773 18.489 PT 1/2-14 17.6 18 17.979 18.263 PS 3/4-14 24 24.259 23.975 PT 3/4-14 23 23.5 23.378 23.663 PS 1-11 30.2 30.471 30.111 PT 1-11 29 29.5 29
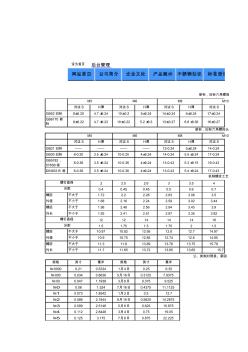 螺紋底徑確定
螺紋底徑確定
格式:pdf
大小:26KB
頁(yè)數(shù): 3頁(yè)
評(píng)分: 4.3
設(shè)為首頁(yè) 后臺(tái)管理 對(duì)邊 S H厚 對(duì)邊 S H厚 對(duì)邊 S H厚 對(duì)邊 S GB52舊標(biāo) 8±0.20 4.7 ±0.24 10±0.2 5±0.24 14±0.24 6±0.24 17±0.24 GB6170 新 標(biāo) 8±0.22 4.7 ±0.23 10±0.22 5.2 ±0.3 13±0.27 6.8 ±0.36 16±0.27 對(duì)邊 S H厚 對(duì)邊 S H厚 對(duì)邊 S H厚 對(duì)邊 S GB21舊標(biāo) —— —— —— —— 12-0.24 5±0.24 14-0.24 GB30舊標(biāo) 8-0.20 3.5 ±0.24 10-0.20 4±0.24 14-0.24 5.5 ±0.24 17-0.24 GB5782 、 5783B級(jí) 8-0.36 3.5 ±0.24 10-0.36 4±0.24 13-0.43 5.3 ±0.15 16-0.43 DIN933 B 級(jí) 8-0.36 3
導(dǎo)程角即為螺紋升角,在中徑圓柱上螺旋線(xiàn)的切線(xiàn)與垂直于螺紋軸線(xiàn)的平面間的夾角,該角度影響螺紋自鎖和防松。
螺紋導(dǎo)程,是螺紋上任意一點(diǎn)沿同一條螺旋線(xiàn)轉(zhuǎn)一周所移動(dòng)的軸向距離,符號(hào)S。單線(xiàn)螺紋的螺距等于導(dǎo)程;如果是雙線(xiàn)螺紋,由圖可知一個(gè)導(dǎo)程包括兩個(gè)螺距,則螺距等于導(dǎo)程/2;若是三線(xiàn)螺紋,則螺距等于導(dǎo)程/3。因此螺距和導(dǎo)程之間的關(guān)系可以用下式表示:螺距=導(dǎo)程/線(xiàn)數(shù),即S=nP。
變導(dǎo)程螺紋在一些行業(yè)中應(yīng)用極廣,但在生產(chǎn)加工中存在較大的技術(shù)難度,傳統(tǒng)的加工方法通常有兩類(lèi):一是在銑床上采用手工加工的方法完成,精度低、勞動(dòng)強(qiáng)度大、效率低,且經(jīng)常出現(xiàn)廢品;二是在臥式車(chē)床進(jìn)給系統(tǒng)中增設(shè)一套輔助裝置(凸輪變速機(jī)構(gòu))實(shí)現(xiàn)變速加工,雖然能保證精度,但所需技術(shù)難度較大,設(shè)計(jì)成本較高,調(diào)變距增量較麻煩,且不利于推廣應(yīng)用。而現(xiàn)代數(shù)控系統(tǒng)有強(qiáng)大的宏程序功能,用戶(hù)宏功能的變量運(yùn)算可提高數(shù)控車(chē)床的加工能力。
經(jīng)筆者多年的經(jīng)驗(yàn)和實(shí)踐探索,已確定了一種可變導(dǎo)程螺紋加工的編程方法,很方便地解決變導(dǎo)程螺紋的技術(shù)難點(diǎn)。本文以華中數(shù)控世紀(jì)星HNc一21T的數(shù)控車(chē)床為例對(duì)編程進(jìn)行探討,為生產(chǎn)中解決變導(dǎo)程螺紋加工提供參考依據(jù)。

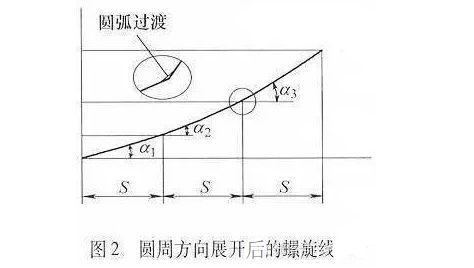
變導(dǎo)程螺紋是相鄰螺距不等的螺紋,其內(nèi)槽表面是一個(gè)螺旋面(如圖1所示),加工時(shí)車(chē)刀運(yùn)動(dòng)軌跡是一條螺旋線(xiàn),沿圓周方向展開(kāi)為一直線(xiàn),相鄰圓周直線(xiàn)段的斜率都不同(如圖2所示),每一直線(xiàn)段的升角增量為△α,其數(shù)值為:
△α=arctan{(△P×s/[s2+Pm(Pm +△P)]}
式中Pm——任意一段的導(dǎo)程,mm
△P——變導(dǎo)程增量,mm
s -刀具切削刃上任意一點(diǎn)的回轉(zhuǎn)周長(zhǎng),mm
根據(jù)上式可得出△d與導(dǎo)程增量、導(dǎo)程變化以及螺紋外徑變化之間的關(guān)系。當(dāng)△“較大時(shí),為了保證兩相鄰螺旋線(xiàn)問(wèn)平滑過(guò)渡,采用圓弧連接(如圖2放大部分所示),因此在過(guò)渡處需解決修正問(wèn)題。
常用的變導(dǎo)程螺紋距變化規(guī)律如圖3所示,從圖中看出,螺紋的螺距是按等差級(jí)數(shù)規(guī)律漸變排列的,而我們使用的華中數(shù)控世紀(jì)星HNc—21T的數(shù)控車(chē)床編程系統(tǒng)沒(méi)有提供變導(dǎo)程螺紋切削指令,在其他相關(guān)教材上對(duì)變導(dǎo)程螺紋加工的講解也很簡(jiǎn)單,只是從原理上講解了變導(dǎo)程螺紋的加工原理,可操作性差。想學(xué)數(shù)控編程,在373600976群可以幫助你,莫莫在加工實(shí)踐中體會(huì)到,使用用戶(hù)宏功能的變量運(yùn)算,可很方便地實(shí)現(xiàn)不同增量的變導(dǎo)程螺紋的加工,提高了加工效率,保證了加工質(zhì)量,可操作性強(qiáng)。

以上宏程序使用了循環(huán)嵌套編程,在應(yīng)用時(shí)還需要注意以下幾點(diǎn):
(1)根據(jù)不同的要求合理選擇刀具寬度。
(2)由于本程序是直進(jìn)法加工,若加工大導(dǎo)程螺紋時(shí)可通過(guò)修改程序,增設(shè)條件循環(huán)語(yǔ)句實(shí)現(xiàn)左右偏刀法或斜進(jìn)法功能。
(3)由于變導(dǎo)程螺紋的螺紋升角隨著導(dǎo)程的增大而變大,所以刀具左側(cè)切削刃的刃磨后角等于工作后角加上最大螺紋升角,即:α=(3°~5°)+ψ。
以上宏程序通過(guò)實(shí)例加工驗(yàn)證。對(duì)加工過(guò)程進(jìn)行分析,結(jié)果表明:該編程方法能用于不同類(lèi)型(普通螺紋、梯形螺紋、蝸桿或矩形螺紋等)、不同增量的可變導(dǎo)程螺紋零件的加工,并能有效地縮短加工時(shí)間,實(shí)現(xiàn)提高加工效率的目的。
螺紋導(dǎo)程相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識(shí)
- 相關(guān)專(zhuān)欄
- 螺紋術(shù)語(yǔ)
- 螺紋標(biāo)準(zhǔn)匯編(上)
- 螺紋標(biāo)記
- 螺紋點(diǎn)膠機(jī)
- 螺紋環(huán)規(guī)
- 螺紋規(guī)
- 螺紋車(chē)刀車(chē)削螺紋
- 螺紋防卡劑
- 螺距偏差
- 螺距角
- 螺釘孔
- 螺釘接合
- 蠕變伸長(zhǎng)率
- 蠕墨鑄鐵分析儀
- 血三七
- 血檀家具
- 引江濟(jì)淮工程淠河總干渠以北安徽段截污導(dǎo)流工程設(shè)計(jì)
- 以工作過(guò)程為導(dǎo)向構(gòu)建高職建筑工程技術(shù)專(zhuān)業(yè)課程體系
- 制度流程管理規(guī)定發(fā)布、作廢、制定、審核、批準(zhǔn)
- 招標(biāo)師招標(biāo)采購(gòu)法律法規(guī)與政策題型分析輔導(dǎo)材料
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 高度集成化導(dǎo)航接收機(jī)系統(tǒng)射頻電路的設(shè)計(jì)與實(shí)現(xiàn)
- 園林綠化及仿古建筑工程計(jì)價(jià)宣貫輔導(dǎo)材料
- 中國(guó)式駕駛室安全標(biāo)準(zhǔn)出臺(tái) 或?qū)?dǎo)致卡車(chē)行業(yè)洗牌
- 給水排水工程專(zhuān)業(yè)畢業(yè)設(shè)計(jì)的指導(dǎo)實(shí)踐
- 在縣基層組織建設(shè)年活動(dòng)推進(jìn)會(huì)上的領(lǐng)導(dǎo)講話(huà)[頁(yè)4]
- 醫(yī)療器械生產(chǎn)質(zhì)量管理規(guī)范現(xiàn)場(chǎng)檢查指導(dǎo)原則—摸底用
- 以社會(huì)需求為導(dǎo)向構(gòu)建建筑工程技術(shù)高職人才培養(yǎng)方案
- 以工程實(shí)踐為導(dǎo)向的鋼筋混凝土結(jié)構(gòu)課程教學(xué)方法
- 招標(biāo)代理工作流程(20200730121529)
- 以應(yīng)用型人才培養(yǎng)為導(dǎo)向的測(cè)繪工程實(shí)踐教學(xué)改革
- 以工作過(guò)程為導(dǎo)向的市政管道工程施工課程開(kāi)發(fā)與實(shí)踐
最新詞條
安徽省政采項(xiàng)目管理咨詢(xún)有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時(shí)籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無(wú)線(xiàn)POS機(jī)
廣東合正采購(gòu)招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國(guó)際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計(jì)量泵
廣州采陽(yáng)招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國(guó)際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計(jì)量單位
福建省中億通招標(biāo)咨詢(xún)有限公司
泛海三江
威海鼠尾草
廣東國(guó)咨招標(biāo)有限公司
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
甘肅中泰博瑞工程項(xiàng)目管理咨詢(xún)有限公司
拆邊機(jī)
山東創(chuàng)盈項(xiàng)目管理有限公司
當(dāng)代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護(hù)保障有限公司通號(hào)分公司
舌花雛菊
甘肅中維國(guó)際招標(biāo)有限公司
華潤(rùn)燃?xì)猓ㄉ虾#┯邢薰?
湖北鑫宇陽(yáng)光工程咨詢(xún)有限公司
GB8163標(biāo)準(zhǔn)無(wú)縫鋼管
中國(guó)石油煉化工程建設(shè)項(xiàng)目部
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
電梯平層準(zhǔn)確度
建設(shè)部關(guān)于開(kāi)展城市規(guī)劃動(dòng)態(tài)監(jiān)測(cè)工作的通知
廣州利好來(lái)電氣有限公司
蘇州弘創(chuàng)招投標(biāo)代理有限公司