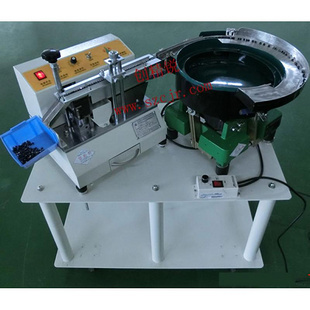
散裝電容剪腳機
散裝電容剪腳機是適用于散裝、管裝徑向元器件剪腳的機器。
1、核對正確和機械臺機同的電壓,再將電源線插上,開啟B21電源B22切開開關"NO"。切刀開始返往做切腳動作。
2、B24振動開關啟動時,C3振動送料機組即開始作業,再由B23VR振動調速器控制送料速度的快慢,以能應付入料即可,不必太快,送料太快容易造成切腳長短,或零件傾到…等問題產生。
C、調整及入料、切腳:
1、將零件C30用手由入口平行放於C36及C38軌道上,零件C30就會自動往前進,前進快慢由B23VR調整器控制。
2、C37鋁合金護軌道是控制零件本體左右寬度,防止零件行走時左右搖動,可隨不同大小的零件做調整,C37鋁合金護軌道螺絲上有三個螺絲做調整及固定用。
3、C36右軌道可隨線徑粗細做調整,由C361護軌螺絲調整軌道開隙。
4、D4壓料機構防止零件上下跳動,隨著零件高低做調整,將D46的螺絲放松,轉動D41壓料調整桿,D42壓料軌道即可上下移動,剛好將D42架於零件上,再將D46螺絲固定。
5、切腳長短之調整:
a、用六角板手將E511螺絲放松:
b、轉動E53刀座調整桿,E5切刀座即可上下滑動;
c、查看E53刀座調整桿,E59標尺上有數字刻度所指出的數字,即是腳長的尺寸;
d、啟動電源,讓E56動刀往返動作,再轉動B23VR調整器放入零件,即可開始切腳的工作;
e、當試切出第一個零件,必須測量腳長是否正確,核對如果正確即將E511螺絲固定。切腳調整即告完成;
f、注意:當要轉動E53及調動E5切刀座時一定要先將E511螺絲放松;
g、切腳完成的零件,會經由C39出料槽進入E390成品盒內集中收料;
h、E390成品盒由左方順向推出即可拿出。
D、廢料清理:
1、打開A14扣環,整組B2電料相即可往后翻開,所有機構就可清楚看見。
2、於切腳過程,線腳屑容易亂飛,每次使用完后須將可跳入箱內的線腳屑清理干凈。
3、切斷之腳屑會隨著E5切刀座的斜口入A11廢料盒內,如果有殘存於斜口的滑道內,須用物品將屑腳清理,否則會影響倒掉。
散裝電容剪腳機造價信息
1、送料疑問解說:
a、E5刀座調升和C38軌道接觸時,軌道振動力會因接觸到刀抵消,即無法送料。
2、排除方法:
a、請將刀座E5降低,振動送料立即恢復正常;
b、振動送料有突然加快及瞬間減慢的現象,或B23VR調速器無法做快慢調整;
c、原因:可能B27振動PC板電子零件;
d、排除方法:(1)更換其中損壞之零件;(2)整片PC板換新;
e、經過多年的使用,送料速度變得較慢;
f、排除方法:將C33振動彈片上方的兩個螺絲放松,拉高0.5mm再將螺絲鎖緊即可恢復快速送料;
g、送料容易傾斜;
h、排除方法:B23VR調速器調慢,不宜太快,會振動零件。
3、切也故障解說:
a、E56不動刀突然停滯不動或速度慢;
b、排除方法:(1)查看E56動刀和E57滑軸蓋中間是否有卡到屑腳或掉落零件,將其清除之;(2)查看F62及F63齒輪中間是否有殘留屑腳;(3)E58切刀滑軸太久沒有加油而無法滑動,請加油以潤滑之。
c、切斷之零件要切得比一般來說3.0mm更短之處理;
d、排除方法:(1)另外定夠一片E55不動刀做低于3.0mm以下的專用刀;(2)將原刀做更薄的研磨,及C38左軌道磨薄;(3)E55不動刀及C38軌道要薄屬于專業技術,需回廠處理,或訂購備品換。
1、適用于散裝、管裝徑向元器件剪腳。
2、采用平面振動送料,大小元件均適用。
3、特殊切斷法,刀具壽命長。
4、結構緊湊、精致,品質優良,性能穩定。
Spec:
1、電源:110V/220V AC.60HZ/50HZ
2、尺寸:L500*W430*H450 m/m
3、重量:28kg
4、加工量:2500-5000Pcs/H
散裝電容剪腳機常見問題
-
為什么有的電動器裝電容,有的又不用裝電容,電容的作用是什么,謝謝解釋一下
裝有電容的電機是單相電機,電容的作用是使另一個線圈相對于主線圈的電流相位滯后即移相,從而產生旋轉磁場,使電機運轉,不裝電容的電機除了三相電機外,還有一種叫罩極電機的單相電機,它是將電機的電極的一部分用...
-
用在單相電機的電容一般有兩種:一種是我們較常見的啟動電容,顧名思義,由于單相電機形成的磁場不是旋轉的,在啟動時就有了電機轉向的不確定性或難以啟動。通過電容的移相作用,使電機形成旋轉的磁場,從而電機順利...
-
行電容的容量可按下式計算:C=1950*In/(Un*COSФ) (μF)式中In、Un、cos十分別是原三相電機銘牌上的額定電流、額定電壓和功率因數值,若銘牌上無功率因數,cosy可取0&#...
1、F62和F63的齒輪及F61偏心軸要加潤滑油以做保養。
2、E58切也滑軸需用機油潤滑。
3、E51及E52刀座軸必須用油布擦試以防生銹。
F、零件更換解說:
1、E55不動刀及E56動刀經長時間使用而變鈍、不利、需將刀口研磨或整組換新。
2、切刀E55不動刀及動刀之更換:
a、打開A14扣環,整組B2電料箱往后翻開;
b、C361螺絲松料取下整相C36右軌道;
c、將E56動刀的螺絲松開,動刀E56即可取出或更換;
d、用L型六角板手松開C381螺絲,取下C38左軌道;
e、將E55不動刀上的螺絲松開,即可取出E55不動刀或更換。
3、安將E55不動刀及E55動刀:
a、將E55不動刀鎖緊,再用手轉動F63馬達齒輪,用一零件做試切,如能順利切斷且無毛邊,表示E55不動刀及E56動刀鋒且密合度好;
b.如果有過大的毛邊或拉料,即表示刀鈍需研磨或更新;
c、如果是新刀在切斷時有過頭的毛邊,即表示密合度不佳期,請用很薄的紙墊于E56動刀和E58切刀滑軸中間,再將E56動刀上的螺絲鎖緊。※注意:E56及E56動刀只能相互接觸到,不能有刀鋒相互撞擊。切記!
d、E55不動刀上的螺絲沒鎖緊,也會造成切刀密合不佳;
f、轉動E53將E5刀座升高接近C38左軌道,在鎖定C381螺絲時,需確定C38左軌道和E55不動刀刀鋒能"平整",再鎖緊;
g、E55不動刀如果凸出C38軌道邊緣,當零件到達切前會傾倒或緣卡到凸出的刀片而入料不順;
h、E55不動刀如果縮入C38軌道邊緣,會先將線腳打彎后再切完的零件線腳會有彎曲。
散裝電容剪腳機文獻

 雜散電容對交流法微電容測量電路噪聲特性影響的分析
雜散電容對交流法微電容測量電路噪聲特性影響的分析
格式:pdf
大小:928KB
頁數: 5頁
評分: 4.6
對電容成像交流法微電容測量電路由雜散電容導致的測量噪聲進行了研究。利用運算放大器的噪聲模型,對運算放大器輸入電壓噪聲、輸入電流噪聲以及周邊電阻元件的熱噪聲通過雜散電容作用于交流法微電容測量電路輸出的影響進行了理論分析,給出了測量電路輸出中噪聲峰峰值的理論計算公式并進行了實驗驗證。理論分析及實驗結果表明:交流法微電容測量電路前級運算放大器輸入電壓噪聲通過測量端與地之間的雜散電容形成的噪聲是該微電容測量電路輸出噪聲的主要來源。最后給出了電容成像系統前級運算放大器選型的指導原則。
 電容參數
電容參數
格式:pdf
大小:928KB
頁數: 2頁
評分: 4.6
一、電容的主要參數: 1、 電壓 1) 額定電壓:兩端可以持續施加的電壓,一般為直流電壓,通常用 VDC。而專用于 交流電的則為交流有效值電壓,通常為 VAC。 電容器的交直流額定電壓換算關系 直流額定電壓 VR/VDC 50 63 100 250 400 630 1000 交流額定電壓 VR/VAC 30 40 63 160 200 220 250 2) 浪涌電壓:電解電容特有的電壓參數,是短時間可以承受的過電壓,為額定電壓的 1.15 倍。 3) 瞬時過電壓:是鋁電解電容特有電壓參數,為可以瞬時承受的過電壓,這個浪涌電 壓約為額定電壓的 1.3 倍,是鋁電解電容的擊穿電壓。 4) 介電強度:電容額定電壓低于電容中介質的擊穿電壓。一般為額定電壓的 1.5~2.5 倍。如:鋁電解電容的擊穿電壓約為額定電壓的 1.3 倍;其它介質則通常為 1.75~2 倍以上。 5) 試驗電壓:薄膜電容
散裝電容剪腳機相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 切刀法
- 自粘聚合物改性瀝青聚酯胎防水卷材
- 不銹鋼復合鋼板和鋼帶
- XLPE電纜絕緣和屏蔽層剝切刀
- 熱敏開關KSD301
- 橡膠防水卷材
- 優質碳素結構鋼冷軋薄鋼板和鋼帶
- 卷材
- 鋼帶造粒機
- 電子分切刀
- 721分光光度計
- 種植用耐根穿刺防水卷材
- 埋地排水用鋼帶增強聚乙烯(PE)螺旋波紋管
- 明末黃花梨櫥柜
- 門環
- EVA高分子復合防水卷材
- 柴油機高壓噴油管用鋼、高壓噴油管及其制造方法
- 印度EPC電站項目競標中降低汽輪機熱耗的策略
- 永嘉碧桂園翡翠郡附著式升降腳手架安全專項施工方案
- 云南綠水河二級電站4號水輪機增容技術改造效果分析
- 在數控機床上通過監視主軸電機負荷實時監控刀具壽命
- 應用TAT和SATWE對鋼筋混凝土框剪結構
- 一拖多變頻空調產品測試系統與室外機通信接口
- 中厚鋼板剪切端面黑線成因分析及其對質量的影響評估
- 以電動葫蘆為起升機構的簡易強制式升降機鋼絲繩檢驗
- 一座變截面連續箱梁橋的腹板斜截面抗剪加固方案
- 永磁同步電機-空調壓縮機系統的無傳感器過調制控制
- 應用新型高性能水輪機轉輪對老電站水電機組增容改造
- 醫療垃圾破碎機破碎裝置的結構設計含全套CAD圖紙
- 中國管狀電機行業市場前景分析預測年度報告(目錄)
- 應用PC—1500機計算水工建筑物厚壁結構的內力
- 高層住宅樓施工組織設計(框架剪力墻)
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
拆邊機
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
電梯平層準確度
建設部關于開展城市規劃動態監測工作的通知
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司