增材制造鎳鈦合金產品的超聲檢驗方法液浸法主要內容
本標準適用于尺寸不大于25mm×25mm×25mm的增材制造鎳鈦合金產品表面、近表面及內部缺陷的液浸超聲檢測。對于厚度大于或小于以上范圍的被檢件,在通過試驗證明檢測系統靈敏度能滿足檢測要求的,可參照本標準執行。
增材制造鎳鈦合金產品的超聲檢驗方法液浸法造價信息
本標準規定了增材制造鎳鈦合金產品使用發射和接收超聲縱波、橫波以及表面波的儀器,并采用液體作為耦合劑,通過浸沒的技術探測產品表面、近表面以及內部缺陷的超聲檢驗方法工藝參數的選用原則、缺陷位置和尺寸的確定以及缺陷的評定方法。
廣州恒尚科技有限公司、武漢大學、吉林大學、華南理工大學、廣州雷佳增材科技有限公司、廣東省增材制造協會、暨南大學。
增材制造鎳鈦合金產品的超聲檢驗方法液浸法主要內容常見問題
-
鋁合金窗檢驗方法: (1)鋁合金門窗裝入洞口臨時固定后,應檢查四周邊框和中間框架是否用規定的保護膠紙和塑料薄膜封貼包扎好,再進行門窗框與墻體之間縫隙的填嵌和洞口墻體表面裝飾施工,以防止水泥沙漿、灰水、...
-
灌注樁樁身質量檢驗和樁基承載力檢驗 (1)樁端持力層檢驗 1)人工挖孔樁終孔時,應進行樁端持力層檢驗,重點檢驗持力層的巖土特征。應視巖性檢驗樁底下3d或5m深度范圍內有無空洞、破碎帶、軟弱夾層等不良地...
-
灌注樁樁身質量檢驗和樁基承載力檢驗(1)樁端持力層檢驗 1)人工挖孔樁終孔時,應進行樁端持力層檢驗,重點檢驗持力層的巖土特征。應視巖性檢驗樁底下3d或5m深度范圍內有無空洞、破碎帶、軟弱夾層等不良...
薛龍建、胡平、佟鑫、黃玉山、石奎、張志輝、宋長輝、楊永強、王迪、王小健
增材制造鎳鈦合金產品的超聲檢驗方法液浸法主要內容文獻

 監理資料的主要內容及整理方法
監理資料的主要內容及整理方法
格式:pdf
大小:242KB
頁數: 26頁
評分: 4.7
監理資料的主要內容及整理方法 一、監理資料的主要內容可按照以下內容進行分類 (一)監理專用資料 1 監理合同 2 監理規劃 3 監理實施細則 4 監理工程師通知單 5 監理工作聯系單 6 工程暫停令 7 設計交底與圖紙會審記錄 8 會議紀要 9 來往函件 10 工程款支付證書 11 工程臨時延期審批表 12 工程最終延期審批表 13 費用索賠審批表 14 監理日記 15 監理月報 16 監理工作總結 (二)施工單位上報資料 17 分包單位資格報審表 18 施工組織設計、方案、報審表 19 工程開工 /復工報審表 20 監理工程師通知回復表 21 工程報驗申請表 22 工程臨時延期申請表 23 費用索賠申請表 24 工程材料 /構配件 /設備報審表 25 工程變更單 26 工程款支付申請表 27 分部工程、單位工程等驗收資料 28 工程竣工報驗表 二、監理資料的整理方法 1、監理專用資料部分
 質量監理的主要內容及方法
質量監理的主要內容及方法
格式:pdf
大小:242KB
頁數: 6頁
評分: 4.3
精品 welcome 質量監理的主要內容及方法 目前,輸變電工程質量監理常用的管理工作方法有六種,包括工程 文件審 查、工序檢查、監理見證、監理旁站、監理巡視及監理平行檢驗 。 (1)文件審查是通過對施工單位編制的與施工質量有關的報審文件進行審 查,保證施工質量管理文件的合法性和規范性,以及措施方案的有效性。 (2)工序檢查是通過上道工序質量是否滿足要求, 從而確認是否允許進入下 道工序施工,而進行的相關監理活動。 (3)監理見證是由監理人員現場監督某工序全過程完成情況的活動。 (4)監理旁站是在關鍵部位或關鍵工序施工過程中, 監理人員在現場進行的 全過程監督、控制活動。 (5)監理巡視是監理人員對正在施工的部位或工序在現場進行的定期或不定 期的質量控制活動。 (6)監理平行檢驗是為了解施工實體質量狀況以及施工資料的真實性和完整 性,監理人員利用一定的檢查或檢測手段, 在施工單位自檢合格
| GB/T 3620.2 鈦及鈦合金加工產品化學成分允許偏差 GB/T 4698(所有部分) 海綿鈦、鈦及鈦合金化學分析方法 GB/T 5193 鈦及鈦合金加工產品超聲檢驗方法 |
GB/T 8180 鈦及鈦合金加工產品的包裝、標志、運輸和貯存 YS/T 1262 海綿鈦、鈦及鈦合金化學分析方法—多元素含量的測定—電感耦合等離子體原子發射光譜法 |
參考資料:
《增材制造制粉用鈦及鈦合金棒材》(GB/T 38973-2020)的制定,不僅促進中國在3D打印鈦合金部件研究領域的發展,縮小與發達國家的研究差距,同時提高中國在增材制造制粉用鈦合金棒材制備和加工方面的技術水平。
引言
水浸點聚焦或線聚焦探頭廣泛用于超聲自動化檢測設備上,關于聚焦探頭的選取,目前能查閱到的資料中,多是對橫波檢測方式,特別是在管材探傷運用中的介紹。棒材超聲水浸法縱波檢測聚焦探頭的選用卻少有具體介紹。本文通過對現場檢驗發現的異常現象進行對比試驗和原理分析,對超聲自動化棒材內部缺陷的檢測探頭的選用進行探討。
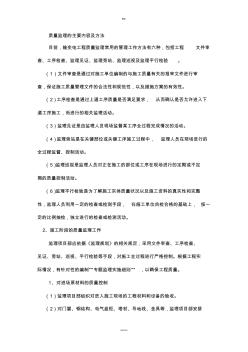
2017年初,檢測人員用超聲自動化檢測設備對一批316LФ30mm棒材進行檢測,檢測過程發現棒材距端部300mm位置有一段區域(130mm)比較異常,一個通道報警幅度很高,而另一個通道持續有較小的反射信號(圖1、圖2)。
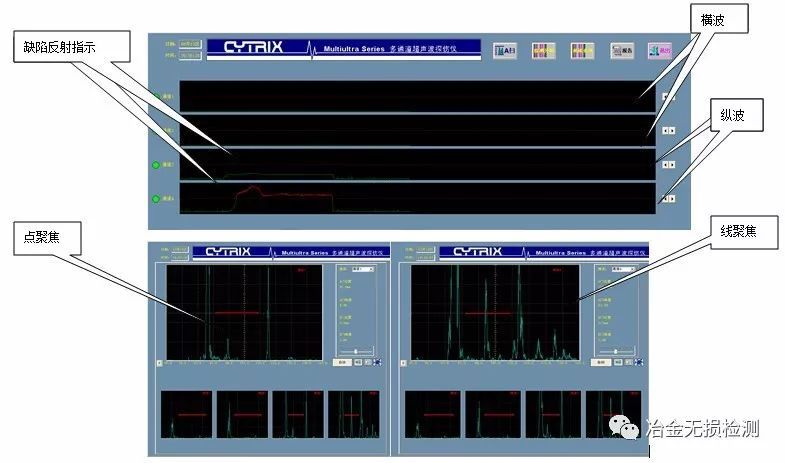
圖1 異常部位檢測顯示圖

圖2 異常部位長度
一 檢測方法及設備簡介
(一)檢測方法
1、小直徑棒材水浸檢測法
小直徑棒材中的缺陷主要沿軋制方向延伸,在橫截面上的分布主要集中于棒材中心,由于縱波直探頭受脈沖寬度及近場區長度的影響,棒材表面及近表面附近的缺陷無法發現,而與表面垂直或近似垂直的裂紋類缺陷,受缺陷與聲束夾角小的影響,回波幅度較低,使得缺陷難以檢出,因此,對于一些特殊用途及要求比較高的棒材探傷還須輔以橫波檢測。
2、縱波水浸檢測法原理
水浸檢測法是將探頭放入水中,超聲波會產生多次水和鋼界面反射波,同時被檢件內也產生反射波,由于超聲波在水中和鋼中的傳播速度不同,通過調整探頭與被檢件間的水層距離,使被檢件底波位于二次水界面反射波前,缺陷波將在一次水鋼界面波和底波之間產生。
(二)檢測設備
超聲自動化檢測設備,四通道(2縱2橫),縱波檢測采用5P10F32點、線聚焦探頭各1個,掃查方式為探頭旋轉,棒材直線前進。
二 驗證方法理論依據
棒材檢測方式主要以縱波檢測為主,檢測靈敏度的高低與檢驗標準規定的人工傷(平底孔)尺寸大小和位置有直接的關系。其檢測靈敏度調節方式主要分為試塊比較法和計算法兩種。試塊比較法是將試塊中規定深度的人工反射體的反射波高調節到顯示屏上一定的高度作為檢測靈敏度。另一種計算法是根據需檢測的人工缺陷(通常為平底孔)與某反射體反射波高的理論差值確定檢測靈敏度,計算法又分為試塊計算法與底波計算法。計算法的應用前提是,缺陷據探頭晶片的距離大于3倍近場區長度。
從理論上講,聚焦探頭是不能直接采用規則反射體回波聲壓規律進行當量評定的,因其聲場不符合公式推導的條件。但在聲束直徑大于平底孔直徑時,同聲程的平底孔反射聲壓與平底孔直徑的平方也基本上成正比的,可借用平底孔當量的概念用試塊對比法進行缺陷當量的評定。但是,從嚴格意義上講,采用缺陷當量對試件進行合格判定時,需要采用非聚焦探頭對聚焦探頭發現的缺陷進行評定。
(一)試驗用探頭性能特點分析
1、聚焦探頭
聚焦探頭在管材自動化檢測設備中使用最為廣泛,管材的檢測方式有點聚焦和線聚焦兩種。不論是點聚焦還是線聚焦,聲束在檢測截面上的輪廓都是一樣的,如圖3,4所示。點、線聚焦探頭焦點形狀的差別在于其在管材軸向上的聲束輪廓是不同的,如圖所示。點聚焦探頭在管材上形成的是點狀聚焦區,線聚焦探頭在管材上形成的是沿軸線延長的線狀聚焦區。
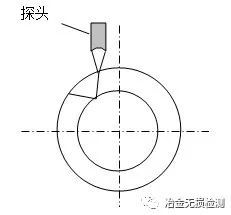
圖3 點、線聚焦聲束在棒材截面上的輪廓
圖4 點、線聚焦聲束在棒材軸向上的輪廓
1)點聚焦和線聚焦兩種檢測方法對不同長度人工傷(縱向)的檢測靈敏度存在差異,并且與焦點尺寸和人工傷長度之比有關。
2)根據槽型人工傷采用橫波進行檢測時,采用點聚焦探頭時,由于焦點尺寸小,靈敏度高,橫向分辨力好,發現小缺陷的能力強;線聚焦掃查范圍寬,掃查速度快,但對短小缺陷分辨力差。
3)對于棒材來說,采用縱波按試塊比較法調試檢測靈敏度時,線聚焦除了橫向分辨率、信噪比與線聚焦相比較低外,對于小于聲束寬度的相同缺陷大小的檢測能力應該是一致的,而檢測效率應更高。
2、縱波雙晶探頭
1)雙晶探頭兩個晶片采用一發一收工作模式,檢測盲區小,主要適用于近表面缺陷和小尺寸工件的手工檢測。
2)雙晶探頭的兩個晶片相向傾斜,形成菱形聲束會聚區。聚焦使聲束在某一深度范圍內直徑變窄,聲強增高,可提高局部區域的檢測靈敏度、信噪比和橫向分辨力。
3)只有菱形區內的缺陷才能被檢測到,因此,受聲束有效區域限制,雙晶探頭聲束的掃查范圍較小,檢測效率不高。
(二)探傷方法驗證
檢測標準GB/T 4162-2008 B級,基準靈敏度可發現最大聲程處φ2mm平底孔。
1、手工接觸法驗證
檢測儀器:便攜式超聲波探傷儀
探頭型號:2.5P10x10x2F20
耦合劑:機油
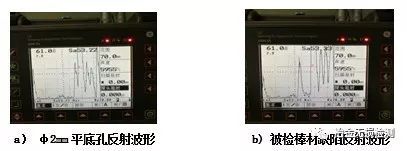
圖5 2.5P10x10x2 F20 雙晶直探頭
缺陷反射波幅度達到并高于檢測基準靈敏度波高,缺陷長度130mm,按長條形缺陷評定為不合格。
2、水浸法驗證
1)線聚焦探頭
5P10 F32線聚焦探頭,耦合劑為水
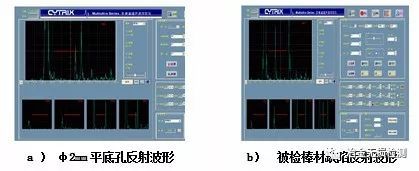
圖6 5P10 F32線聚焦探頭
2)點聚焦探頭
5P10 F32點聚焦探頭,耦合劑為水
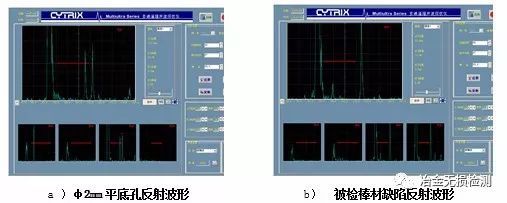
圖7 5P10 F32點聚焦探頭
3、驗證結果
1)利用同一對比試樣(φ2mm平底孔)對儀器進行靈敏度調節,點聚焦探頭底波降低明顯,但沒有消失,而雙晶直探頭和水浸線聚焦探頭底波無變化,說明聲束直徑都大于平底孔直徑,符合以當量比對法檢測判定的前提條件。
2)探頭移至被檢棒材缺陷位置時,三種探頭的底波都基本無變化。
3)水浸線聚焦探頭的檢測結果與接觸法手工檢測結果較為一致,都達到驗收標準要求的記錄水平,且長度為130mm,驗收評定都為不合格;而點水浸聚焦探頭檢測結果按標準遠沒有達到記錄水平要求,評定為合格。
通過以上驗證說明,利用同一對比試樣調節儀器的靈敏度進行檢測,5MHz點聚焦探頭對此類缺陷不敏感。
4、提高點聚焦探頭檢測頻率
換用10P10 F32水浸點聚焦探頭
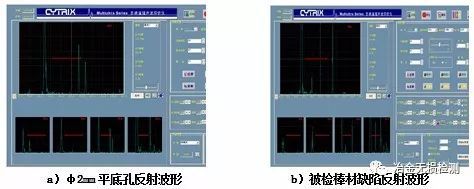
圖8 10P10 F32點聚焦探頭
10MHz點聚焦相對5MHz點聚焦探頭,對比試樣反射體回波高度無明顯變化,底波降低較5MHz更為明顯,而被檢件缺陷反射波高較5MHz點聚焦無明顯提升(底波無變化)。
兩種水浸點聚焦探頭對此類缺陷檢測結果基本一致,缺陷的反射波幅都遠沒有達到多個的不連續或長條形的不連續判定的要求,檢測結果是合格的。同時也說明在檢測標準相同的前提條件下,更高的頻率對此類缺陷并不一定會有更好的檢測靈敏度。
(三)取樣分析
1、取缺陷反射波幅最高的一段區域,低倍觀察有微小缺陷顯示。
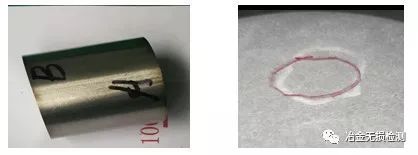
圖9 低倍
2、50倍電子顯微觀察,缺陷輪廓清晰,中間略粗,端頭細小尖銳,此為典型的裂紋特征。裂紋寬度最寬處大約為0.94mm,不到1mm。
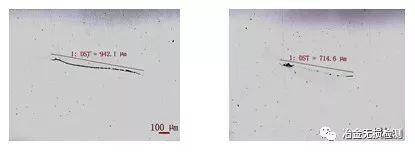
圖10 高倍
3、著色顯示缺陷位置大約為1/2R半徑處

圖11 著色
(四)原因分析
缺陷長度較長(130mm)而寬度較窄,對于縱波法檢測,在小于聲束寬度的前提條件下,反射能量高低與缺陷所占聲束面積的比例有直接的關系。
從圖10、11中可以看出,點聚焦探頭焦點尺寸雖然小,而缺陷為細長形,最寬部位遠小于探頭聚焦區尺寸(最寬不到1mm),位于探頭正下方的有效反射面積更小。即使有足夠的長度,在整個聲束范圍能所占的比率小,缺陷有效面積反射的能量較低;即使換用更高檢測頻率的探頭,對檢測出此類缺陷也沒有更好的效果。
線聚焦探頭的聚焦區主要沿棒材軸向形成,而棒材長條形缺陷也是沿軸向延伸的,缺陷雖小,長度較長,按其軸向所占探頭聚焦區尺寸的面積比來看,比例較大,反射能量較高,因此能很好的反映缺陷的實際情況,也與雙晶直探頭的檢測結果相一致。
三 結論
1、小規格棒材的主要缺陷都是沿軋制方向延伸,當采用以平底孔型反射體調節檢測靈敏度的情況下,對細長形缺陷點聚焦探頭由于反射面積比小,檢測靈敏度較低,容易誤判造成漏檢,而線聚焦探頭由于聲束在軸線方向上有較大長度,缺陷越長,其所占聲束反射面積比例越高,因而對此類缺陷具有較高的檢測靈敏度。
2、在相同檢測標準前提下,相對于點聚焦探頭,線聚焦除了信噪比稍差外,其對單個超標缺陷的檢測能力與點聚焦探頭是相同的。
3、嚴格意義上講,小直徑棒材中的缺陷反射波高與缺陷的大小并無一定關系,更難用試塊中的平底孔進行當量比較,因為缺陷在橫截面上的分部通常并不在棒材中心部位。對于要求較高的棒材,一般發現缺陷后,就應將有缺陷部位切除。因此選擇線聚焦探頭比點聚焦具有更好的檢測效果,更能保障產品的質量要求。
——摘自《2017年冶金UT3級培訓班論文》
作者:趙善敏(江蘇圖南合金股份有限公司)
未經許可,嚴禁轉載,歡迎分享到朋友圈...
增材制造鎳鈦合金產品的超聲檢驗方法液浸法相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 增滑劑
- 增速器
- 墨葉金桂ZJ17
- 墨脫縣鴻運裝飾裝修有限責任公司
- 墨西哥國家電力公司
- 墩帽
- 墩間系梁異步施工工法
- 壁掛彩電和無汞燈用新型發光材料的創新研究
- 壁畫制作工
- 壁紙準備裝置
- 壁紙有機電視
- 士商湖州五金機電有限公司
- 士商(上海)機械有限公司
- 士彩材料科技(蘇州)有限公司
- 聲壓傳感器
- 聲威AV-598
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 中國工程圖學學會成立工程與制造系統集成化分會
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
拆邊機
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標有限公司
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司