




連接板沖壓模具設計
格式:pdf
大小:568KB
頁數:24P
1 畢業設計 連接板沖壓模具設計 摘要:模具是制造業的重要工藝基礎,在我國模具制造屬于專用設備制造業。本設計是 連接板沖孔、落料復合模設計,沖模的結構性能直接反映了沖壓技術水平的高低。選用材料時應考 慮模具的工作特性,受力情況,沖壓件材料性能,沖壓件的精度,生產批量以及模具材料的加工工 藝性能和工廠現有條件等因素。沖床的選用主要是確定沖床的類型和噸位。板料冷沖壓加工是機械 加工的一個重要組成部分。它應用十分廣泛。但由于傳統的加工存在著沖壓工藝方案選擇不合理、 沖壓間隙選擇過大,壓力機不相匹配等問題。本文就以連接板沖孔、落料復合模設計主要介紹了沖 壓模具設計的全過程: 1.經工藝分析工藝計算,間隙值的選擇,確定了該設計工藝流程及沖模結構形式。 2.同時對所設計的模具分別進行了分析說明, 3.對壓力機做出了合理的選擇, 4.整個過程采用autocad軟件繪制模具的二維
 橫梁連接板復合模設計
橫梁連接板復合模設計 橫梁連接板復合模設計
格式:pdf
大小:109KB
頁數:2P
通過對橫梁連接板的結構特點和制作工藝分析,開發了打字及成形復合模。介紹了復合模的結構和各個部件之間的運動關系。巧妙地將兩種制作工藝相結合,降低了模具成本,提高了生產效率,通過生產表明該模具設計合理。
編輯推薦下載
連接端子多工位級進模設計 連接端子多工位級進模設計
格式:pdf
大小:330KB
頁數:4P
 4.4
4.4
對薄料、多向彎曲且材質彈性較好的連接端子采用多工位級進模完成沖壓成形工藝時容易出現的主要問題進行分析,列出兩種排樣設計方案進行比較,既考慮采取減小回彈、減少工步和送料方便的措施,又要考慮小于90°的側面彎曲的問題,在排樣與模具結構設計時采取了綜合考慮、注意搭配、優化結構的辦法。經試模調整,產品質量穩定,取得了較好的成效。該經驗對此類零件的生產具有參考意義。
連接板沖壓模具設計畢業設計
格式:pdf
大小:312KB
頁數:32P
4.8
洛陽理工學院畢業設計(論文) i 連接板沖壓模具設計 摘要 模具是制造業的重要工藝基礎,在我國模具制造屬于專用設備制造業。本設 計是連接板沖孔、落料復合模設計,沖模的結構性能直接反映了沖壓技術水平的 高低。選用材料時應考慮模具的工作特性,受力情況,沖壓件材料性能,沖壓件 的精度,生產批量以及模具材料的加工工藝性能和工廠現有條件等因素。沖床的 選用主要是確定沖床的類型和噸位。板料冷沖壓加工是機械加工的一個重要組成 部分。它應用十分廣泛。但由于傳統的加工存在著沖壓工藝方案選擇不合理、沖 壓間隙選擇過大,壓力機不相匹配等問題。本文就以連接板沖孔、落料復合模設 計主要介紹了沖壓模具設計的全過程: 1.經工藝分析工藝計算,間隙值的選擇,確定了該設計工藝流程及沖模結構 形式。 2.同時對所設計的模具分別進行了分析說明, 3.對壓力機做出了合理的選擇, 4.整個過程采用autocad軟件繪制模具的
連接板級進模設計熱門文檔
橋梁連接板沖孔工裝模具設計與制造
格式:pdf
大小:35KB
頁數:1P
4.7
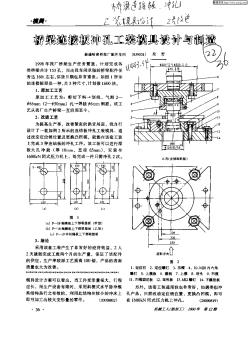
i z支邕 暴逛孔五 新疆哈密橋梁廠配件車間 l998年我廠橋梁生產任務繁重,計劃完成各 類橋梁共計153孔,而由我車問承做的橋梁配件任 務達160t左右,供貨日期也異常緊張。如圖l所示 的連接板即是一種,共3種尺寸,計劃做1600塊。 1.原加工工藝 原加工工藝為:剪切下料一劃線、氣割2一 ~65mm(2-~50mm)孔一焊接6rm鋼筋,該工 藝從我廠生產橋梁一直沿用至今。 2.改進工藝 為提高生產率,改善緊張的供貨局面,我自行 設計了一套如圖2所示的連結板沖孔工裝模具,通 過改變定位銷位置及更換凸凹模,就能在該套工裝 上完成3種連結板的沖孔工序。該工裝可以進行厚 板大孔沖裁(厚10mm,直徑65mm),安裝在 l600kn閉式壓力機上,每完成一件只需沖孔2次。 圈1 (a)p__18端隔板上下部聯接板(甲型
長連接板雙面鉆孔夾具設計 長連接板雙面鉆孔夾具設計
格式:pdf
大小:1.0MB
頁數:3P
4.5
分析了加長連接板的特點、加工工藝、如何提高加工效率并保證加工精度,重點介紹了雙面鉆孔夾具的設計過程,夾具的結構用角鋼做鉆模板本體,使用弓形卡做夾緊支撐,最后介紹了該夾具的使用過程。
接地板級進模設計與制造 接地板級進模設計與制造
格式:pdf
大小:735KB
頁數:3P
4.5
介紹了接地板多工位級進模的結構特點和設計要點,分析了模具設計中的技術問題,得出了排樣設計和解決內凹彎曲件的卸料問題的方法,對同類零件的模具設計有一定的借鑒作用。
連接支架自動攻絲多工位級進模設計 連接支架自動攻絲多工位級進模設計
格式:pdf
大小:1.2MB
頁數:4P
4.6
介紹了連接支架在級進模內帶自動攻絲結構,通過分析連接支架零件的工藝性,設計了排樣圖及模具結構。說明了模具結構的特點,該模具的上下模板具有高精度和長壽命,重復裝配精度高。
連接板級進模設計精華文檔
連接器端子雙滑塊高速級進模設計 連接器端子雙滑塊高速級進模設計
格式:pdf
大小:280KB
頁數:5P
4.7
分析了連接器端子零件的工藝性,介紹了成形連接器端子的級進模的總體結構、u形的展開長度、排樣方案的設計、滑塊的動作等,設計的模具具有結構緊湊合理、滑塊動作穩定可靠、調整方便、制程能力穩定等特點,加工的零件符合圖紙要求,有一定的參考價值。
固定卡箍連接件級進模設計 固定卡箍連接件級進模設計
格式:pdf
大小:1.1MB
頁數:4P
4.7
針對固定卡箍連接件結構特點的工藝分析和工序組合要求,確定沖件級進模排樣方案和模具主要沖壓工序,介紹了模具結構設計。

連接板、夾板、支撐管尺寸
格式:pdf
大小:82KB
頁數:3P
4.5
連接板、夾板、支撐管尺寸 型號 名 稱 總長 寬 度 厚度 凸臺 寬/槽 寬 穿 孔 φ 中 心 距 φ 縱向 中心 距φ 外圓φ內孔φ側板螺栓 連接頭螺 栓 gt08 連 接 板 155 13 5 22.565/95φ1 7 12 5 --- m16*1.5*1 60 m16*1.5* 60 夾 板 1702522.5140 φ1 7 ---- 支 撐 管 120------φ25φ17 gt10 連 接 板 132 14 126 36/10 2 φ1 87450-- m18*2*18 0或 m16*2*55 夾 板 159.54026129.5 φ1 8 ---- 支 撐 管 136------φ30φ20 gt20 連 接 板 160 15 027 65/13 2 φ2 2 10 097.5
連接板級進模設計最新文檔

開題報告--護板級進模設計
格式:pdf
大小:64KB
頁數:6P
4.6
畢業設計(論文)開題報告 學生姓名:學號: 專業:機械設計制造及其自動化 設計(論文)題目:護板級進模設計 指導老師: 2012年3月15日 畢業設計(論文)開題報告 1.結合畢業設計(論文)課題情況,根據所查閱的文獻資料,每 人撰寫2000字左右的文獻綜述: 文獻綜述 護板級進模設計 摘要:本綜述主要從模具的行業背景、地位、發展狀況和規模來介紹模具制造在工業生產中的地位, 以及中外模具行業的差距,并扼要介紹了我國多工位級進模的研究現狀及發展趨勢,以此來談談對 課題的研究和對方案的確定。 關鍵詞:模具行業;多工位級進模;發展趨勢 1.1引言 模具是工業生產中重要的工藝設備,是國民經濟各部門發展的重要基礎之一,而作為冷沖模中一 種的級進模,更是在當今模具生產中起到了極其重要的作用。級進模由多個工位組成,各工位按順 序關聯完成不同的加工,在沖床的一次行
H型鋼梁與柱的連接板鉸接連接技術手冊
格式:pdf
大小:674KB
頁數:10P
4.8
h型鋼梁與柱的連接板鉸接連接技術手冊 鋼結構梁柱連接節點,按其構造形式及其力學特征,可以分為鉸 接連接節點、剛性連接節點、半剛性連接節點。從連接形式和連接方 法來看,主要是采用焊接連接和高強度螺栓。本文主要介紹常見的h 型鋼梁與柱的高強螺栓-連接板鉸接節點(單剪)的設計及驗算方法。 連接節點的驗算主要遵循《鋼結構連接節點設計手冊》(第二版)、 《鋼結構設計規范》中的相關條文及規定。 節點設計過程中,應盡量采用與母材強度等級相同的鋼板做為連 接板。當采用焊接連接時,應采用與母材強度相適應的焊條或焊絲和 焊劑。當采用高強度螺栓連接時,在同一個連接節點中,應采用同一 直徑和同一性能等級的高強度螺栓。 當構件內力較大、板件較厚時,在連接節點設計中應注意連接節 點的合理構造,避免采用易于產生過大約束應力和層狀撕裂的連接形 式和連接方法,使結構具有良好的延性,而且便于加工制造和安裝。 連
電梯導軌支架連接板的安裝
格式:pdf
大小:638KB
頁數:9P
4.3
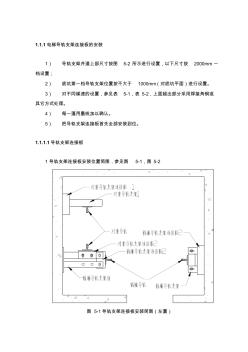
1.1.1電梯導軌支架連接板的安裝 1)導軌支架井道上部尺寸按圖5-2所示進行設置,以下尺寸按2000mm一 檔設置; 2)底坑第一檔導軌支架位置按不大于1000mm(對底坑平面)進行設置。 3)對不同梯速的設置,參見表5-1,表5-2,上面超出部分采用焊接角鋼或 其它方式處理。 4)每一蓬用墨線加以確認。 5)把導軌支架連接板首先全部安裝到位。 1.1.1.1導軌支架連接板 1導軌支架連接板安裝位置簡圖,參見圖5-1,圖5-2 圖5-1導軌支架連接板安裝簡圖(左置) 圖5-2 表5-1v≤1.0m/s 頂層高度oh37503850395040504150 上部導軌端面距 頂層裝飾面l 12001300140015001600 導軌支架距 頂層裝飾面a 17501850195020502150 表5-2
CPU連接器端子多工位級進模設計 CPU連接器端子多工位級進模設計
格式:pdf
大小:513KB
頁數:未知
4.5
針對cpu連接器端子的結構特點和性能要求,設計了包含15個工序的多工位沖壓排樣方案,通過整形工序保證彎曲精度。確定了多工位精密級進模結構,采用高精度的導向機構、送料機構、誤送檢測機構等,確保了模具的精確性、穩定性和安全性。實際生產證明,生產的端子符合設計要求;可供同類產品生產參考。
某相間間隔棒連接板斷裂原因分析 某相間間隔棒連接板斷裂原因分析
格式:pdf
大小:914KB
頁數:3P
4.4
通過對發生斷裂的相間間隔棒與絕緣子連接板進行斷口、化學成分、機械性能等試驗分析,認為連接板的斷裂原因主要是鑄件zl102材質不合格,材料強度偏低,且存在鑄造夾渣等缺陷,并提出了相應的改進措施。
二針夾面板多工位級進模設計 二針夾面板多工位級進模設計
格式:pdf
大小:910KB
頁數:4P
4.7
分析了二針夾面板彎曲件的工藝特點,確定了工步方案和模具結構。采用10°上抬預彎、90°向下彎曲和壓平等工步,實現了80°鉤形彎曲。模具結構采用自動送料、導料板導料、浮料釘抬料、雙出件、可快速更換凸模和下模鑲塊等,模具的重復裝配精度高,受力均衡,壽命長。
連接板級進模設計相關
文輯推薦
知識推薦
百科推薦


職位:主創建筑師
擅長專業:土建 安裝 裝飾 市政 園林


