不銹鋼焊接及質量控制圖書目錄
不銹鋼焊接及質量控制第1章
不銹鋼的基本知識1.1 不銹鋼的分類及化學成分
1.1.1 不銹鋼的分類
1.1.2 不銹鋼的化學成分
1.2 不銹鋼的性能
1.2.1 不銹鋼的物理性能
1.2.2 不銹鋼的力學性能
1.2.3 不銹鋼的耐熱性能
1.3 不銹鋼的耐蝕性能的定義與類型
1.3.1 均勻腐蝕
1.3.2 點腐蝕
1.3.3 縫隙腐蝕
1.3.4 晶問腐蝕
1.3.5 應力腐蝕
1.4 各種合金元素對不銹鋼組織和性能的影響
1.4.1 鉻、硅、鋁對不銹鋼組織和性能的影響
1.4.2 鎳對不銹鋼組織和性能的影響
1.4.3 鋁和鍋對不銹鋼組織和性能的影響
1.4.4 錳和氮對不銹鋼組織和性能的影響
1.4.5 鈦和鈮對不銹鋼組織和性能的影響
1.4.6 碳對不銹鋼組織和性能的影響
1.5 各國不銹鋼牌號表示方法
1.5.1 中國不銹鋼牌號表示方法
1.5.2 國外不銹鋼牌號表示方法
1.5.3 中國、美國、日本等國家不銹鋼標準目錄
1.5.4 國內外主要不銹鋼牌號
參考文獻
不銹鋼焊接及質量控制第2章
不銹鋼焊接用焊接材料
2.1 不銹鋼焊接用焊條
2.1.1 對不銹鋼焊條的要求
2.1.2 不銹鋼焊條的型號
2.1.3 不銹鋼焊條牌號
2.1.4 不銹鋼焊條主要用途
2.1.5 防止施焊過程中焊條尾部發紅的措施
2.2 不銹鋼焊接用焊絲
2.2.1 實心焊絲
2.2.2 藥芯不銹鋼焊絲
2.3 不銹鋼埋弧焊用焊劑
2.3.1 焊劑的作用
2.3.2 焊劑的分類
2.4 不銹鋼焊接用氣體、器具和鎢極
2.4.1 不銹鋼焊接用氣體
2.4.2 不銹鋼焊接用器具
2.4.3 鎢極
2.5 國外不銹鋼焊接材料簡介
2.5.1 各國不銹鋼焊條型號對應關系
2.5.2 各國不銹鋼焊絲型號對應關系
參考文獻
不銹鋼焊接及質量控制第3章
不銹鋼的焊接性能
3.1 不銹鋼的腐蝕機理
3.2 奧氏體不銹鋼的焊接性
3.2.1 奧氏體不銹鋼接頭的晶問腐蝕
3.2.2 應力腐蝕開裂
3.2.3 焊接接頭的熱裂紋
3.2.4 奧氏體鋼焊接接頭的力學性能
3.2.5 奧氏體鋼焊接用填充材料
3.2.6 奧氏體鋼的焊接工藝特點
3.3 馬氏體鋼及鐵素體鋼的焊接性
3.3.1 馬氏體鋼的焊接性
3.3.2 鐵素體鋼的焊接性
3.4 異種鋼焊接性
……
不銹鋼焊接及質量控制第4章
奧氏體型不銹鋼的焊接
不銹鋼焊接及質量控制第5章
鐵素體型不銹鋼的焊接
不銹鋼焊接及質量控制第6章
馬氏體型不銹鋼的焊接
不銹鋼焊接及質量控制第7章
雙相不銹鋼的焊接
不銹鋼焊接及質量控制第8章
沉淀硬化型不銹鋼原焊接
不銹鋼焊接及質量控制第9章
不銹鋼同其他金屬材料的焊接
不銹鋼焊接及質量控制第10章
不銹鋼焊接質量控制
參考文獻2100433B
不銹鋼焊接及質量控制造價信息
本書系統的論述了各種不銹鋼焊接性存在問題的產生機理,影響因素以及防止措施,比較全面的論述了各種常用的焊接方法,焊接工業及焊接材料的選擇,相應地分析了如何控制焊接質量及影響因素,并列舉了許多典型不銹鋼焊接結構的焊接實例。
第1章
不銹鋼的基本知識1.1 不銹鋼的分類及化學成分
1.1.1 不銹鋼的分類
1.1.2 不銹鋼的化學成分
1.2 不銹鋼的性能
1.2.1 不銹鋼的物理性能
1.2.2 不銹鋼的力學性能
1.2.3 不銹鋼的耐熱性能
1.3 不銹鋼的耐蝕性能的定義與類型
1.3.1 均勻腐蝕
1.3.2 點腐蝕
1.3.3 縫隙腐蝕
1.3.4 晶問腐蝕
1.3.5 應力腐蝕
1.4 各種合金元素對不銹鋼組織和性能的影響
1.4.1 鉻、硅、鋁對不銹鋼組織和性能的影響
1.4.2 鎳對不銹鋼組織和性能的影響
1.4.3 鋁和鍋對不銹鋼組織和性能的影響
1.4.4 錳和氮對不銹鋼組織和性能的影響
1.4.5 鈦和鈮對不銹鋼組織和性能的影響
1.4.6 碳對不銹鋼組織和性能的影響
1.5 各國不銹鋼牌號表示方法
1.5.1 中國不銹鋼牌號表示方法
1.5.2 國外不銹鋼牌號表示方法
1.5.3 中國、美國、日本等國家不銹鋼標準目錄
1.5.4 國內外主要不銹鋼牌號
參考文獻
第2章
不銹鋼焊接用焊接材料
2.1 不銹鋼焊接用焊條
2.1.1 對不銹鋼焊條的要求
2.1.2 不銹鋼焊條的型號
2.1.3 不銹鋼焊條牌號
2.1.4 不銹鋼焊條主要用途
2.1.5 防止施焊過程中焊條尾部發紅的措施
2.2 不銹鋼焊接用焊絲
2.2.1 實心焊絲
2.2.2 藥芯不銹鋼焊絲
2.3 不銹鋼埋弧焊用焊劑
2.3.1 焊劑的作用
2.3.2 焊劑的分類
2.4 不銹鋼焊接用氣體、器具和鎢極
2.4.1 不銹鋼焊接用氣體
2.4.2 不銹鋼焊接用器具
2.4.3 鎢極
2.5 國外不銹鋼焊接材料簡介
2.5.1 各國不銹鋼焊條型號對應關系
2.5.2 各國不銹鋼焊絲型號對應關系
參考文獻
第3章
不銹鋼的焊接性能
3.1 不銹鋼的腐蝕機理
3.2 奧氏體不銹鋼的焊接性
3.2.1 奧氏體不銹鋼接頭的晶問腐蝕
3.2.2 應力腐蝕開裂
3.2.3 焊接接頭的熱裂紋
3.2.4 奧氏體鋼焊接接頭的力學性能
3.2.5 奧氏體鋼焊接用填充材料
3.2.6 奧氏體鋼的焊接工藝特點
3.3 馬氏體鋼及鐵素體鋼的焊接性
3.3.1 馬氏體鋼的焊接性
3.3.2 鐵素體鋼的焊接性
3.4 異種鋼焊接性
……
第4章
奧氏體型不銹鋼的焊接
第5章
鐵素體型不銹鋼的焊接
第6章
馬氏體型不銹鋼的焊接
第7章
雙相不銹鋼的焊接
第8章
沉淀硬化型不銹鋼原焊接
第9章
不銹鋼同其他金屬材料的焊接
第10章
不銹鋼焊接質量控制
參考文獻
本書系統的論述了各種不銹鋼焊接性存在問題的產生機理,影響因素以及防止措施,比較全面的論述了各種常用的焊接方法,焊接工業及焊接材料的選擇,相應地分析了如何控制焊接質量及影響因素,并列舉了許多典型不銹鋼焊接結構的焊接實例。
不銹鋼焊接及質量控制圖書目錄常見問題
-
第2版前言第1版前言第1章 土方工程1.1 土的分類與工程性質1.2 場地平整、土方量計算與土方調配1.3 基坑土方開挖準備與降排水1.4 基坑邊坡與坑壁支護1.5 土方工程的機械化施工復習思考題第2...
-
不銹鋼焊接不好焊接,有送絲和不送絲兩種,我家是用塢機不送絲的焊接,我們是用的泰瑞沃的,焊接直縫。
-
焊接不銹鋼,可以使用全位置自動焊機,它有兩種類型,一種是無軌式,一種是有軌式,而有軌式主要用于不銹鋼管道的焊接,完全能滿足你的需求,它采用管子固定、焊接小車行走的方式實現管道的全位置自動焊接,焊接工藝...
不銹鋼焊接及質量控制圖書目錄文獻

 超級不銹鋼焊接質量控制
超級不銹鋼焊接質量控制
格式:pdf
大小:135KB
頁數: 未知
評分: 4.7
介紹了華能福州電廠三期項目末級再熱器超級不銹鋼的焊接。針對現場焊接過程中出現的超標缺陷進行分析,采取相應的措施,使焊口一次合格率得到大幅度提高,從而保證了該分項工程的總體質量,也提高了焊工焊接新型奧氏體不銹鋼的操作技能水平。
 質量控制圖表
質量控制圖表
格式:pdf
大小:135KB
頁數: 5頁
評分: 4.8
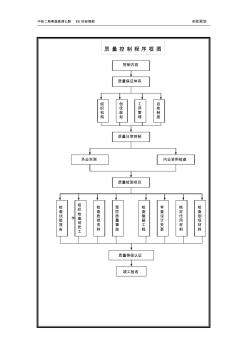
中鐵二局奉溪高速公路 E6 標經理部 創優規劃 控制內容 質量保證體系 組 織 機 構 創 優 規 劃 工 序 管 理 自 檢 制 度 質量日常控制 外業實測 內業資料檢查 質量檢測項目 檢 查 試 驗 報 告 組 織 檢 查 創 優 工 作 檢 查 質 控 資 料 預 防 質 量 事 故 檢 查 隱 蔽 工 程 審 查 設 計 變 更 核 定 代 用 材 料 檢 查 到 場 材 料 質量等級認證 竣工驗收 質 量 控 制 程序 框 圖 中鐵二局奉溪高速公路 E6 標經理部 創優規劃 單位工程質量控制程序框圖 不合格 合格 不同意 同意 不合格 合格 接下頁 開工準備 質量保證體系 設計技術交底 編制實施性施工組織設計 材料取樣及試件報告 人員、設備到場開工報告 各道工序(分項工程)施工 各分項(隱蔽)工程自檢 自檢結果 監理工程師驗收 現場驗收 測試中心抽查 檢查結果 整 改 中鐵二局奉
本書以表格形式列出了不銹鋼的分類、不銹鋼牌號及其化學成分、力學性能、耐蝕性能、物理性能參數、用途等常用資料,介紹了各元素對不銹鋼性能的影響,國內外不銹鋼牌號表示方法。介紹了各類型不銹鋼的焊接材料(包括焊條、焊絲、焊帶、焊劑、保護氣體等)、焊接工藝及施焊操作要點。講述了焊接缺欠產生的原因、危害及預防措施。列舉了許多典型不銹鋼焊接工程實例。介紹了焊接質量控制環節、控制點及控制要求,焊接作業人員的培訓與考核方法、焊接工藝評定常見的問題、不銹鋼酸洗鈍化工藝及酸洗鈍化后的檢驗要求。
本書可供焊接、鍋爐、壓力容器等行業的工程技術人員查閱和參考。
第1 章 不銹鋼的基本知識1
1.1 不銹鋼的分類及化學成分 1
1.1.1 不銹鋼的分類 1
1.1.2 不銹鋼的化學成分 16
1.2 不銹鋼的性能 16
1.2.1 不銹鋼的物理性能 16
1.2.2 不銹鋼的力學性能 16
1.2.3 不銹鋼的耐熱性能 38
1.3 不銹鋼的耐蝕性能 40
1.3.1 均勻腐蝕 40
1.3.2 點腐蝕 41
1.3.3 縫隙腐蝕 41
1.3.4 晶間腐蝕 41
1.3.5 應力腐蝕 42
1.4 各種合金元素對不銹鋼組織和性能的影響 42
1.4.1 鉻、硅、鋁對不銹鋼組織和性能的影響 42
1.4.2 鎳對不銹鋼組織和性能的影響 42
1.4.3 鉬和銅對不銹鋼組織和性能的影響 43
1.4.4 錳和氮對不銹鋼組織和性能的影響 43
1.4.5 鈦和鈮對不銹鋼組織和性能的影響 43
1.4.6 碳對不銹鋼組織和性能的影響 43
1.5 各國不銹鋼牌號表示方法 44
1.5.1 中國不銹鋼牌號表示方法 44
1.5.2 國外不銹鋼牌號表示方法 45
1.5.3 中國、美國、日本等國家不銹鋼標準目錄 47
1.5.4 國內外主要不銹鋼牌號 49
1.6 馬氏體不銹鋼、沉淀硬化不銹鋼的熱處理制度 62
參考文獻 66
第2 章 不銹鋼焊接用焊接材料67
2.1 不銹鋼焊接用焊條 67
2.1.1 對不銹鋼焊條的要求 67
2.1.2 不銹鋼焊條的型號 67
2.1.3 不銹鋼焊條牌號 71
2.1.4 不銹鋼焊條主要用途 72
2.1.5 防止施焊過程中焊條尾部發紅的措施 80
2.2 不銹鋼焊絲與焊帶 97
2.2.1 實心焊絲 97
2.2.2 藥芯不銹鋼焊絲 121
2.2.3 不銹鋼焊帶 130
2.3 不銹鋼埋弧焊用焊劑 143
2.3.1 焊劑的作用 143
2.3.2 焊劑的分類 143
2.4 不銹鋼焊接用氣體、器具和鎢極 150
2.4.1 不銹鋼焊接用氣體 150
2.4.2 不銹鋼焊接用器具 152
2.4.3 鎢極 154
2.5 國外不銹鋼焊接材料簡介 156
2.5.1 各國不銹鋼焊條型號對應關系 156
2.5.2 各國不銹鋼焊絲型號對應關系 156
參考文獻 162
第3 章 不銹鋼的焊接性能163
3.1 不銹鋼的腐蝕機理 163
3.2 奧氏體不銹鋼的焊接性 166
3.2.1 奧氏體不銹鋼焊接接頭的晶間腐蝕 167
3.2.2 應力腐蝕開裂 168
3.2.3 焊接接頭的熱裂紋 169
3.2.4 奧氏體不銹鋼焊接接頭的力學性能 171
3.3 馬氏體鋼及鐵素體鋼的焊接性 171
3.3.1 馬氏體鋼的焊接性 171
3.3.2 鐵素體鋼的焊接性 172
3.4 異種鋼焊接性 172
3.4.1 異種鋼焊接存在的問題 172
3.4.2 異種鋼的焊接法 173
3.4.3 復合鋼的焊接 175
參考文獻 175
第4 章 奧氏體型不銹鋼的焊接176
4.1 焊條電弧焊 176
4.1.1 焊條電弧焊的弧焊電源 176
4.1.2 焊條電弧焊的操作技術 177
4.1.3 焊前準備 180
4.1.4 裝配定位焊 187
4.1.5 焊接工藝 188
4.2 埋弧焊 192
4.2.1 焊接設備 192
4.2.2 輔助設備 193
4.2.3 焊前準備 194
4.2.4 埋弧焊工藝 198
4.2.5 焊劑自動回收 205
4.3 氣體保護焊 205
4.3.1 鎢極惰性氣體保護電弧焊 206
4.3.2 鎢極脈沖氬弧焊 224
4.3.3 熔化極氣體保護焊 227
4.4 等離子弧焊 234
4.4.1 等離子弧焊工作原理及特點 234
4.4.2 等離子弧焊分類及焊接參數 235
4.5 不銹鋼焊接的工程實例 237
4.5.1 埋弧焊焊接30m3 奧氏體不銹鋼發酵罐 237
4.5.2 鎢極氬弧焊焊接不銹鋼薄壁管 238
4.5.3 鎢極旋轉氬弧焊焊接不銹鋼導管 239
4.5.4 不銹鋼管路環縫內保護裝置及焊接工藝 240
4.5.5 熔化極混合氣體保護焊焊接中、厚不銹鋼鋼板 241
4.5.6 埋弧焊焊接中厚不銹鋼鋼板 243
4.6 設計溫度較低的奧氏體不銹鋼制壓力容器焊接要求 244
參考文獻 245
第5 章 鐵素體型不銹鋼的焊接246
5.1 鐵素體型不銹鋼的焊接特點 246
5.1.1 焊接接頭的晶間腐蝕 246
5.1.2 焊接接頭的脆化 248
5.1.3 鐵素體型不銹鋼的焊接工藝原則 249
5.2 鐵素體型不銹鋼的焊接方法 250
5.2.1 普通純度鐵素體不銹鋼的焊接方法 250
5.2.2 高純度高鉻鐵素體不銹鋼 253
參考文獻 256
第6 章 馬氏體型不銹鋼的焊接257
6.1 馬氏體型不銹鋼的焊接特點 257
6.1.1 焊接接頭的冷裂紋 257
6.1.2 焊前預熱和焊后熱處理 257
6.1.3 焊接方法的選擇 259
6.1.4 控制焊縫金屬的化學成分 259
6.2 馬氏體型不銹鋼的焊條電弧焊工藝 260
6.2.1 焊前準備 260
6.2.2 馬氏體型不銹鋼的焊接方法與焊接工藝參數 260
6.3 馬氏體型不銹鋼工程焊接實例 264
6.3.1 3Cr13 鋼壓力閥套的焊接 264
6.3.2 煤倉漏斗4Cr13 鋼襯板的焊接 265
6.3.3 發電機的復環與葉片焊接 267
6.3.4 高溫風機部件Cr13 型不銹鋼葉輪的修復 268
6.3.5 混流式水輪轉輪的焊接 268
參考文獻 269
第7 章 雙相不銹鋼的焊接270
7.1 雙相不銹鋼的焊接性 270
7.1.1 雙相不銹鋼簡介 270
7.1.2 雙相不銹鋼的焊接性 286
7.1.3 雙相不銹鋼焊接要點 287
7.2 Cr18 型雙相不銹鋼的焊接 289
7.2.1 焊接性 289
7.2.2 Cr18 型雙相不銹鋼的焊接工藝 289
7.3 Cr21 型雙相不銹鋼的焊接 290
7.3.1 焊接性 290
7.3.2 焊接方法與焊接要點 290
7.4 Cr22 型雙相不銹鋼的焊接 291
7.4.1 焊接方法 291
7.4.2 焊接材料 291
7.4.3 預熱與焊后熱處理 291
7.5 Cr23 型雙相不銹鋼的焊接 291
7.6 Cr25 型雙相不銹鋼的焊接 292
7.7 工程實例 295
符號說明 297
參考文獻 297
第8 章 沉淀硬化型不銹鋼的焊接299
8.1 沉淀硬化型不銹鋼簡介 299
8.1.1 半奧氏體沉淀硬化不銹鋼 299
8.1.2 奧氏體沉淀硬化不銹鋼 301
8.1.3 馬氏體沉淀硬化型不銹鋼 302
8.2 沉淀硬化不銹鋼的焊接性 303
8.2.1 半奧氏體型沉淀硬化不銹鋼的焊接性 303
8.2.2 馬氏體沉淀硬化和時效硬化不銹鋼的焊接性 303
8.2.3 奧氏體沉淀硬化型不銹鋼的焊接性 304
8.3 半奧氏體型沉淀硬化不銹鋼的焊接工藝 304
8.3.1 焊接特點 304
8.3.2 焊接方法 304
8.3.3 焊接材料的選擇 304
8.4 馬氏體型沉淀不銹鋼的焊接 306
8.4.1 材料牌號 306
8.4.2 焊接材料及焊接參數 306
8.5 工程實例 306
8.5.1 沉淀硬化型不銹鋼容器的焊接 306
8.5.2 離心式二氧化碳壓縮機葉輪的焊接 307
符號說明 308
參考文獻 308
第9 章 不銹鋼同其他金屬材料的焊接309
9.1 異種金屬焊接的特點 310
9.1.1 異種金屬熔焊的主要問題 310
9.1.2 異種金屬熔焊的焊接性 310
9.2 奧氏體型不銹鋼與珠光體鋼的焊接 312
9.2.1 焊接性分析 312
9.2.2 焊接工藝 314
9.2.3 工程實例 320
9.3 奧氏體型不銹鋼與鐵素體型不銹鋼的焊接 321
9.3.1 焊接性 321
9.3.2 預熱溫度及回火溫度 321
9.3.3 焊接材料 322
9.3.4 焊接工藝 322
9.4 奧氏體型不銹鋼與馬氏體型不銹鋼的焊接 322
9.4.1 焊接性 322
9.4.2 預熱溫度及回火溫度 322
9.4.3 焊接材料 323
9.4.4 焊接工藝 323
9.4.5 工程實例3Cr13 與1Cr18Ni9Ti異種鋼高壓管焊接 324
9.5 不同鋼號的奧氏體型不銹鋼的焊接 325
9.6 鐵素體型不銹鋼與碳素鋼的焊接 326
9.6.1 焊接性 326
9.6.2 焊接工藝措施 326
9.6.3 工程實例1Cr17 與Q235的焊條電弧焊 328
9.7 鐵素體型不銹鋼與馬氏體型不銹鋼的焊接 328
9.7.1 焊接特點 328
9.7.2 焊接工藝 329
9.8 馬氏體型不銹鋼與珠光體鋼的焊接 330
9.8.1 馬氏體型不銹鋼與珠光體鋼的焊接性 330
9.8.2 焊接材料的選用 330
9.8.3 坡口形式 331
9.8.4 預熱溫度與道間溫度 332
9.8.5 焊后溫度的控制及熱處理 332
9.8.6 焊接方法、操作工藝及注意事項 332
9.8.7 工程實例1Cr13 與Q235
的電弧焊 332
9.9 不銹復合鋼板的焊接 333
9.9.1 對不銹復合鋼板的要求 333
9.9.2 不銹復合鋼板的焊接性 334
9.9.3 不銹復合鋼板的焊接工藝 335
9.9.4 焊縫金屬的晶間腐蝕試驗 343
9.9.5 焊后熱處理 343
9.9.6 工程實例 343
參考文獻 348
第10 章 不銹鋼焊接質量控制349
10.1 焊工管理 349
10.1.1 焊工的培訓與考試管理 349
10.1.2 焊工的持證上崗管理 354
10.1.3 特種設備焊工復審管理 355
10.2 材料的質量控制 355
10.2.1 母材的質量控制 356
10.2.2 焊接材料的管理 356
10.3 焊接工藝評定 360
10.3.1 焊接工藝評定、試驗方法和合格標準 360
10.3.2 焊接工藝評定的時機要求 360
10.3.3 耐蝕評定 360
10.3.4 焊接工藝評定不得外輸入 360
10.3.5 焊接工藝評定的一般過程 360
10.3.6 焊接工藝評定試驗 360
10.3.7 焊接工藝評定報告 361
10.3.8 奧氏體不銹鋼制的低溫焊接工藝評定值得注意的問題 363
10.3.9 焊接工藝評定報告與預焊接工藝規程編號規則 364
10.4 焊接工藝文件 364
10.4.1 焊接工藝文件的種類 365
10.4.2 焊接工藝文件的編制、審核 366
10.4.3 焊接工藝文件的更改 367
10.5 產品焊接試件 367
10.5.1 試件的制備 367
10.5.2 試件與試樣制備和試驗 368
10.6 產品施焊管理 369
10.6.1 制造環境 369
10.6.2 加工成形過程的質量控制 369
10.6.3 焊接環境 369
10.6.4 裝配焊接質量的控制 370
10.6.5 施焊過程 370
10.6.6 焊接工藝紀律 372
10.6.7 焊接檢驗與焊后表面處理 373
10.7 焊接返修 374
10.7.1 一次返修 374
10.7.2 二次返修 375
10.7.3 超次返修 375
10.7.4 焊接返修應注意的事項 376
10.7.5 提高焊縫無損檢測一次
合格率的質量管理活動 377
10.8 焊接設備管理 377
10.8.1 焊接設備完好狀態管理 378
10.8.2 焊接設備儀表的計量周期檢定 379
10.9 質量手冊和程序文件的相關內容 379
10.9.1 質量手冊的相關內容 379
10.9.2 質量體系程序文件的相關內容 379
10.9.3 其他支持性文件的相關內容 379
10.9.4 焊接質量控制系統質控表的應用 380
10.10 產品設計結構 380
附錄381
附錄A 關于承壓設備在執行NB/T
47014—2011 前完成的焊接工藝評定其有效性的確認 381
附錄B 承壓設備焊接工藝評定報告轉化確認 382
附錄C 焊接工藝評定一覽表 382
附錄D 不銹鋼產品酸洗鈍化工藝 383
參考文獻 384 2100433B
不銹鋼焊接適用于手工電弧焊接用的不銹鋼焊條,這類焊條熔敷金屬中鉻含量應大于10.50%,鐵的含量應超過其它任何元素。
熔敷金屬:完全由填充金屬熔化所形成的焊縫金屬。
不銹鋼焊接及質量控制相關推薦
- 相關百科
- 相關知識
- 相關專欄
- 不銹鋼焊接截面梁局部穩定與非線性變形性能研究
- 不銹鋼焊接技術
- 不銹鋼電加熱反應釜
- 不銹鋼的金屬學問題
- 不銹鋼精煉技術手冊
- 不銹鋼耐熱鋼和特殊合金
- 不銹鋼資訊網
- 不銹鋼軸心受壓構件穩定性試驗和設計理論研究
- 不銹鋼鋼筋混凝土梁振動疲勞試驗及理論分析
- 不間斷供電系統
- 不飽和聚酯樹脂裝飾人造板第2部分:試驗方法
- 與光同城照明設計(深圳)有限公司
- 與大自然親密接觸的綠色家居裝飾
- 與通信網絡電氣連接的電子設備的安全
- 專業分流
- 專業化機械設備操作規程
- 中國被動式太陽房及太陽能建筑市場監測及發展策略研
- 宜興沈北路二號橋大直徑鉆孔灌注樁的施工與質量控制
- 新型基于熱力學法的水泵效率數學模型及應用
- 全熱回收地源熱泵空調機組的系統及工程方案設計
- 正榮潤璟諸樓及A區地下室抗浮錨桿工程竣工驗收報告
- 支持群體設計的工程數據庫管理系統的結構及實現
- 引入PPP模式的高標準農田建設及財政支持體系創新
- 中國民宿消費市場格局分析及十三五發展環境分析報告
- 中國焊接學會堆焊及表面工程專委會
- 政府投資工程類項目材料設備采購風險淺析及應對策略
- 影響水利工程質量監督職能發揮的主要因素及對策分析
- 圓錐碎礦機工作原理、技術參數、安裝調試及維護檢修
- 醫用潔凈空調系統設計調試中易忽視的問題及設計優化
- 園林景觀工程在推進城鄉宜居環境建設中的問題及思考
- 張峰水庫供水發電洞洞內埋管及電站廠房明管制安施工
- 智能社區路燈及景觀燈監控系統方案V2-BAIDU
最新詞條
安徽省政采項目管理咨詢有限公司
數字景楓科技發展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數據處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創盈項目管理有限公司
當代建筑大師
拆邊機
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
華潤燃氣(上海)有限公司
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
韶關市優采招標代理有限公司
莎草目
建設部關于開展城市規劃動態監測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創招投標代理有限公司