鐵路信號(hào)電纜及其制造方法
《鐵路信號(hào)電纜及其制造方法》是江蘇東強(qiáng)股份有限公司于2002年7月12日申請(qǐng)的發(fā)明專利,該專利的申請(qǐng)?zhí)枮?1379599,公布號(hào)為CN1467754,授權(quán)公布日為2004年1月14日,發(fā)明人是王子純、姚勰、陳子洪。
《鐵路信號(hào)電纜及其制造方法》包括外保護(hù)層、纜芯,以及纜芯內(nèi)的線組和芯線,所述芯線絕緣層為皮/泡沫/皮結(jié)構(gòu),所述線組至少包括一個(gè)帶屏蔽層的屏蔽四線組,而其他線組則不帶屏蔽層。為了制得該電纜,其制造方法包括線組屏蔽層的制作以及在屏蔽線組外包覆線組屏蔽層等步驟。該電纜具有理想的抗衰減、抗干擾等綜合性能,能同時(shí)傳輸高、低頻鐵路信號(hào),實(shí)行一纜多用。
2019年7月15日,《鐵路信號(hào)電纜及其制造方法》獲第十一屆江蘇省專利項(xiàng)目獎(jiǎng)金獎(jiǎng)。
(概述圖為《一種頭孢羥氨芐單水合物的結(jié)晶方法及結(jié)晶》摘要附圖)
目錄
- 鐵路信號(hào)電纜及其制造方法附圖說(shuō)明
- 鐵路信號(hào)電纜及其制造方法造價(jià)信息
- 鐵路信號(hào)電纜及其制造方法權(quán)利要求
- 鐵路信號(hào)電纜及其制造方法專利背景
- 鐵路信號(hào)電纜及其制造方法常見(jiàn)問(wèn)題
- 鐵路信號(hào)電纜及其制造方法發(fā)明內(nèi)容
- 鐵路信號(hào)電纜及其制造方法實(shí)施方式
- 鐵路信號(hào)電纜及其制造方法榮譽(yù)表彰
- 鐵路信號(hào)電纜及其制造方法文獻(xiàn)
- LED面板燈及其制造方法技術(shù)領(lǐng)域
- LED面板燈及其制造方法發(fā)明內(nèi)容
- LED面板燈及其制造方法榮譽(yù)表彰
鐵路信號(hào)電纜及其制造方法基本信息
| 中文名 | 鐵路信號(hào)電纜及其制造方法 | 申請(qǐng)人 | 江蘇東強(qiáng)股份有限公司 |
|---|---|---|---|
| 申請(qǐng)?zhí)?/th> | 21379599 | 公布號(hào) | CN1467754 |
| 發(fā)明人 | 王子純、姚勰、陳子洪 | 授權(quán)日 | 2004年1月14日 |
| 申請(qǐng)日 | 2002年7月12日 | Int.Cl. | H01B11/00(2006.01)、H01B11/06(2006.01)、H01B7/02(2006.01)、H01B13/00(2006.01) |
| 類????別 | 發(fā)明專利 | ||
圖1是《鐵路信號(hào)電纜及其制造方法》第一個(gè)具體實(shí)施方式的結(jié)構(gòu)示意圖;
圖2是圖1所示鐵路信號(hào)電纜中的屏蔽四線組的結(jié)構(gòu)示意圖;
圖3是該發(fā)明鐵路信號(hào)電纜另一個(gè)具體實(shí)施方式的結(jié)構(gòu)示意圖;
圖4是該發(fā)明鐵路信號(hào)電纜的又一個(gè)具體實(shí)施方式的結(jié)構(gòu)示意圖。
|
|
|
|
|
鐵路信號(hào)電纜及其制造方法造價(jià)信息
1、一種鐵路信號(hào)電纜,它包括外保護(hù)層(7)和包覆于外保護(hù)層(7)內(nèi)的纜芯(1),該纜芯(1)中包括若干線組,每個(gè)線組具有芯線(8),該芯線(8)的絕緣層是從中心導(dǎo)體(81)向外依次為實(shí)心內(nèi)皮層(82)、中間泡沬層(83)、實(shí)心外皮層(84)三層,其特征在于:所述線組至少包括一個(gè)具有四根芯線(8)且節(jié)距為90毫米~190毫米的四線組,該四線組帶有四線組屏蔽層(3)。
2、根據(jù)權(quán)利要求1所述的鐵路信號(hào)電纜,其特征在于:所述四線組屏蔽層(3)由金屬屏蔽層(32)及在金屬屏蔽層(32)內(nèi)外兩側(cè)包覆的非吸濕性絕緣層(31)構(gòu)成。
3、根據(jù)權(quán)利要求2所述的鐵路信號(hào)電纜,其特征在于:所述的金屬屏蔽層(32)為銅帶、鋁箔或金屬網(wǎng),所述的非吸濕性絕緣層(31)為塑料薄膜、聚酯帶、無(wú)紡布或浸油紙帶。
4、根據(jù)權(quán)利要求1-3之一所述的鐵路信號(hào)電纜,其特征在于:所述四線組屏蔽層(3)為鋁塑復(fù)合帶或者銅塑復(fù)合帶。
5、一種權(quán)利要求1所述鐵路信號(hào)電纜的制造方法,其特征在于該制造方法包括下列步驟:(a)拉制圓形銅導(dǎo)體;(b)在圓形導(dǎo)體上擠包三層結(jié)構(gòu)的絕緣層而制成絕緣芯線,該絕緣層從里向外依次為實(shí)心內(nèi)皮層、中間泡沬層、實(shí)心外皮層;(c)將不同外表顏色的絕緣芯線分別絞合成四線組、對(duì)線組;(d)至少在一個(gè)節(jié)距為90毫米~190毫米的四線組外包覆屏蔽層而制成屏蔽四線組;(e)將所述的至少一個(gè)屏蔽四線組與其它線組絞合成纜芯;(f)在纜芯外加包外保護(hù)層而制成電纜成品。
6、根據(jù)權(quán)利要求5所述的鐵路信號(hào)電纜的制造方法,其特征在于:所述絕緣層的發(fā)泡采用物理發(fā)泡或者化學(xué)發(fā)泡。
7、根據(jù)權(quán)利要求5所述的鐵路信號(hào)電纜的制造方法,其特征在于:所述絕緣層的實(shí)心內(nèi)皮層、中間泡沫層、實(shí)心外皮層是同時(shí)共擠形成的。
8、根據(jù)權(quán)利要求5-7之一所述的鐵路信號(hào)電纜的制造方法,其特征在于:所述絕緣層的絕緣材料采用聚烯炷,實(shí)心外皮層絕緣材料中加有色母料。
截至2002年7月,鐵路信號(hào)電纜,其結(jié)構(gòu)大都為外保護(hù)層以及外保護(hù)層內(nèi)的纜芯,纜芯由分成若干線組的芯線組成,芯線導(dǎo)體外絕緣層采用單層絕緣層,由于這種絕緣層為實(shí)心層結(jié)構(gòu),它具有相對(duì)較高的介電常數(shù),直接影響著電纜的抗衰減性能,當(dāng)電纜傳輸高頻信號(hào)時(shí)顯得尤為突出。《現(xiàn)代有線傳輸》1996年第1期“物理發(fā)泡皮/泡沫/皮絕緣市內(nèi)通信電纜(HYPA)的開(kāi)發(fā)”一文介紹了一種目前已應(yīng)用于鐵路數(shù)字信號(hào)電纜的電纜芯線絕緣層結(jié)構(gòu),由于該芯線結(jié)構(gòu)的絕緣層在其實(shí)心內(nèi)、外皮的中間具有許多密而互不連通的發(fā)泡孔泡沫層,它的介電常數(shù)比全實(shí)心皮絕緣層大為降低,從而使得線路傳輸衰減常數(shù)下降,因此,該類皮/泡沫/皮鐵路信號(hào)電纜具有較好的傳輸高頻數(shù)字信號(hào)的技術(shù)性能,但鐵路信號(hào)的傳輸,不僅有高頻信號(hào)傳輸,而且還包括諸如道口信號(hào)燈、道岔轉(zhuǎn)轍機(jī)信號(hào)等低頻信號(hào)的傳輸,由于高頻信號(hào)與低頻信號(hào)在同纜傳輸中的相互干擾,直接影響著信號(hào)的傳輸質(zhì)量,一直難以實(shí)現(xiàn)理想的高、低頻信號(hào)同纜兼容傳輸。
鐵路信號(hào)電纜及其制造方法常見(jiàn)問(wèn)題
-
鐵路信號(hào)電纜適用于額定電壓交流500V或直流1000V及以下傳輸鐵路信號(hào)、音頻信號(hào)或自動(dòng)信號(hào)裝置的控制電路,其中綜合護(hù)套、鋁護(hù)套鐵路信號(hào)電纜具有一定的性能,適宜于電氣化區(qū)段或其它有強(qiáng)電干擾的地區(qū)敷設(shè)。...
-
低煙無(wú)鹵阻燃c類,代號(hào)
-
鐵路信號(hào)電纜的常用型號(hào)規(guī)格有哪些!
一、鐵路信號(hào)電纜:適用于額定電壓交流500V或直流1000V及以下傳輸鐵路信號(hào)、音頻信號(hào)或自動(dòng)信號(hào)裝置的控制電路,其中綜合護(hù)套、鋁護(hù)套鐵路信號(hào)電纜具有一定的性能,適宜于電氣化區(qū)段或其它有強(qiáng)電干擾的地區(qū)...
鐵路信號(hào)電纜及其制造方法專利目的
《鐵路信號(hào)電纜及其制造方法》的目的是針對(duì)上述2002年7月前已有技術(shù)存在的缺陷,提供一種不僅同時(shí)具有較好的抗衰減和抗干擾性能,而且能高、低頻同纜兼容、且效果理想的鐵路信號(hào)電纜。該發(fā)明的目的還要提供一種生產(chǎn)該鐵路信號(hào)電纜的制造方法。
鐵路信號(hào)電纜及其制造方法技術(shù)方案
《鐵路信號(hào)電纜及其制造方法》的鐵路信號(hào)電纜,包括外保護(hù)層以及外保護(hù)層內(nèi)的纜芯,纜芯中的芯線可分成若干四線組、對(duì)線組、芯線,所述芯線的絕緣層是從導(dǎo)體向外依次為實(shí)心內(nèi)皮層、中間泡沫層、實(shí)心外皮層三層,所述線組至少包括一個(gè)具有四根芯線組成的四線組,且該四線組帶有線組屏蔽層。
為了進(jìn)一步提高效果,降低成本,作為該發(fā)明的進(jìn)一步改進(jìn),其所述纜芯內(nèi)的部分四線組帶有屏蔽層,而其他線組不帶屏蔽層;所述屏蔽層是在金屬屏蔽層的內(nèi)外兩側(cè)均緊貼著非吸濕性絕緣層。
《鐵路信號(hào)電纜及其制造方法》包括下列步驟:(a)拉制園形銅導(dǎo)體;(b)在園形導(dǎo)體上擠包三層結(jié)構(gòu)的絕緣層而成皮/泡沫/皮芯線;(c)不同顏色皮/泡沫/皮絕緣芯線分別絞合成四線組、對(duì)線組;(d)部分四線組包覆屏蔽層而制成屏蔽四線組;(e)將屏蔽四線組與其他四線組、對(duì)線組、芯線絞合成纜芯;(f)在纜芯外加包外保護(hù)層而制成電纜成品。
所述絕緣層的發(fā)泡采用物理發(fā)泡或者化學(xué)發(fā)泡;所述芯線導(dǎo)體絕緣層的擠包為實(shí)心內(nèi)皮層、中間泡沫層、實(shí)心外皮層三層同時(shí)共擠。
鐵路信號(hào)電纜及其制造方法改善效果
按照《鐵路信號(hào)電纜及其制造方法》的制造方法所制得的鐵路信號(hào)電纜,由于組成纜芯的芯線絕緣層是皮/泡沫/皮結(jié)構(gòu),使芯線間的工作電容大幅下降,從而使線路傳輸衰減常數(shù)降低,在此基礎(chǔ)上,傳輸高頻數(shù)字信號(hào)的四線組外增設(shè)了屏蔽層,從而又很好地解決了高頻與低頻信號(hào)因相互干擾而難以同纜傳輸?shù)膯?wèn)題,因此該電纜兼有理想的抗衰減、抗干擾的綜合性能,實(shí)現(xiàn)了高、低頻同纜兼容,做到一纜多用;還由于在高頻數(shù)字線組外加裝了屏蔽層,可以很容易地從眾多芯線組成的纜芯中識(shí)別,避免了在施工中挑選符合性能要求的傳輸高頻數(shù)字信號(hào)四線組,方便安裝使用,節(jié)省施工成本。該發(fā)明工藝合理、簡(jiǎn)單,保護(hù)了產(chǎn)品質(zhì)量。
鐵路信號(hào)電纜及其制造方法操作內(nèi)容
圖1所示的鐵路信號(hào)電纜其纜芯1具有24根芯線,它們分成五個(gè)星形四線組,壹個(gè)對(duì)線組5,兩根絕緣芯線6;其中五個(gè)星形四線組中帶屏蔽層的屏蔽四線組2為兩個(gè),無(wú)屏蔽層四線組4為叁個(gè),對(duì)線組5和絕緣芯線6自身不帶屏蔽層。屏蔽四線組2的結(jié)構(gòu)如圖2所示,它包括四根芯線8,芯線8的結(jié)構(gòu)為在芯線導(dǎo)體81外的絕緣層為三層結(jié)構(gòu),從里向外依次為實(shí)心內(nèi)皮層82、中間泡沫層83、實(shí)心外皮層84;包覆在四根芯線外的屏蔽層3,也為三層結(jié)構(gòu),它是在金屬屏蔽層32的內(nèi)外兩側(cè)均緊貼著非吸濕性絕緣層31,非吸濕性絕緣層31具有隔潮絕緣的雙重作用,它是塑料薄膜、聚脂帶、無(wú)紡布或浸油紙帶;非吸濕性絕緣層31還對(duì)四根芯線施加一柔性緊束力,有利于保持四根芯線的相對(duì)位置和整體園整度,以穩(wěn)定四線組的傳輸性能;金屬屏蔽層32為銅帶結(jié)構(gòu),以屏蔽其他線組或芯線信號(hào)的電磁干擾,減少相互串音。纜芯1中只選擇部分四線組帶有屏蔽層,用于傳輸高頻數(shù)字信號(hào),以獲得較高的抗衰減、抗干擾等綜合性能,而低頻信號(hào)則通過(guò)不帶屏蔽的線組或芯線傳輸,這種有選擇的屏蔽結(jié)構(gòu),既實(shí)現(xiàn)了一纜多用,同纜傳輸高、低頻信號(hào),又方便于加工制造,減少電纜成本;同時(shí),在實(shí)際電纜施工時(shí),也很易識(shí)別高頻數(shù)字四線組,而無(wú)需費(fèi)時(shí)費(fèi)力的去挑選,方便了使用,縮短了施工時(shí)間,節(jié)約施工成本。在纜芯1外包覆著外保護(hù)層7,該保護(hù)層從內(nèi)向外依次為塑料隔熱層、塑——鋁——塑綜合護(hù)套、鋼帶鎧裝、聚乙稀外護(hù)套。
圖3所示的鐵路信號(hào)電纜其纜芯1具有16根芯線,它們組成四個(gè)星形四線組,其中叁個(gè)星形四線組為無(wú)屏蔽層四線組4,一個(gè)帶屏蔽層的屏蔽四線組2,每根絕緣芯線的絕緣層仍為皮/泡沫/皮結(jié)構(gòu)。屏蔽四線組2的屏蔽層3采用由鋁箔和塑膜覆合而成的鋁塑復(fù)合帶或者采用銅塑復(fù)合帶。外保護(hù)層7從內(nèi)向外依次為塑料隔熱層、塑——鋁——塑綜合護(hù)套、鋼帶鎧裝、聚乙稀外護(hù)套。
圖4所示的鐵路信號(hào)電纜其纜芯1具有37芯,它們分成七個(gè)星形四線組,叁個(gè)對(duì)線組5,叁根絕緣芯線6;其中七個(gè)星形四線組中帶屏蔽層的屏蔽四線組2有兩個(gè),無(wú)屏蔽層四線組4為五個(gè)。纜芯1中的所有37根芯線均為皮/泡沫/皮絕緣層的絕緣芯線。屏蔽四線組2的屏蔽層3的結(jié)構(gòu)為由非吸濕性絕緣層、金屬屏蔽層、非吸濕性絕緣層覆合而成的屏蔽層。外保護(hù)層7從內(nèi)向外依次為塑料隔熱層、鋁護(hù)套、塑料內(nèi)墊層、鋼帶鎧裝、聚乙稀外護(hù)套。
上述結(jié)構(gòu)中的線組屏蔽層還可采用其他屏蔽結(jié)構(gòu),如直接采用銅帶、鋁箔或金屬網(wǎng)等相應(yīng)結(jié)構(gòu);外保護(hù)層也可采用多種通用的電纜保護(hù)層結(jié)構(gòu);絕緣芯線的根數(shù)也不局限于24芯、16芯和37芯,其芯數(shù)可根據(jù)實(shí)際情況確定;帶屏蔽層的屏蔽四線組也不限于一個(gè)、二個(gè),還可以是三個(gè)或更多個(gè),因此在不脫離《鐵路信號(hào)電纜及其制造方法》的原理情況下,只要纜芯中具有部分帶屏蔽層的屏蔽四線組以及纜芯的每根芯線絕緣層為皮/泡沫/皮結(jié)構(gòu),均應(yīng)屬于《鐵路信號(hào)電纜及其制造方法》的保護(hù)范圍。
鐵路信號(hào)電纜及其制造方法實(shí)施案例
實(shí)施例1
首先通過(guò)拉絲機(jī)拉制出的截面為園形直徑為1.0毫米的銅導(dǎo)體;并將該導(dǎo)體送入具有三層共擠功能的絕緣層擠出機(jī),擠出機(jī)對(duì)三層絕緣料均加熱熔融并在導(dǎo)體外形成實(shí)心內(nèi)皮、泡沫、實(shí)心外皮三層絕緣層,在加熱擠出的過(guò)程中,對(duì)泡沫層原料注入氮?dú)饧床捎猛ㄓ玫奈锢戆l(fā)泡方法,也可在泡沫層原料中加入偶氮二異丁腈(N型發(fā)泡劑)、偶氮二甲酰脂(AC型發(fā)泡劑)等發(fā)泡劑后完成擠包發(fā)泡即采用化學(xué)發(fā)泡方法;絕緣層材料采用聚乙烯或聚丙烯等聚烴材料;在實(shí)心外皮層聚烯烴材料中根據(jù)需要加入各種顏色的色母料,以形成不同顏色的絕緣芯線識(shí)別;導(dǎo)體外絕緣層擠塑完成后將該帶絕緣層的芯線先進(jìn)入溫水冷卻,再送入冷水冷卻后成盤(pán),再將成盤(pán)后的不同顏色的絕緣芯線分別絞制成星形四線組和對(duì)線組;將預(yù)先準(zhǔn)備好的屏蔽帶包覆到部分星形四線而形成屏蔽四線組,其余不帶屏蔽層四線組外繞扎不同顏色的扎帶,星形四線組和對(duì)線組的絞合節(jié)距不相同,其星形四線組節(jié)距為90-190毫米,對(duì)線組節(jié)距為70-110毫米,絞合后的星形四線組和對(duì)線組分別成盤(pán);再將屏蔽四線組、四線組、對(duì)線組、芯線的根據(jù)設(shè)計(jì)要求絞合成纜;在絞合成纜的纜芯外,加包塑料隔熱層,然后以1.3毫米厚的鋁板包裹于纜芯上,鋁板縫口采用氬弧焊接后涂上熱熔膠,送入拉拔機(jī),將鋁板焊成的鋁管表面拉伸拉光,在鋁板制成的鋁管外,加熱熔膠,既便于本工序的拉拔,也更具有防腐的效果;拉拔后繼續(xù)成盤(pán),再送入下面工序依次完成加包聚稀烴內(nèi)墊層、裝鎧以及加裝外護(hù)層。
實(shí)施例2:
將銅絲拉制成直徑為1.13毫米的截面為園形的銅導(dǎo)體,將該銅導(dǎo)體依序送入三臺(tái)絕緣層擠出機(jī),分別完成實(shí)心內(nèi)皮層擠包、中間泡沫層擠包和實(shí)心外皮層的擠包,在中間擠出機(jī)的原料中加入化學(xué)發(fā)泡劑以形成中間泡沫層,再經(jīng)風(fēng)冷、水冷將絕緣芯線成盤(pán),將成盤(pán)的絕緣芯線絞制成星形四線組和對(duì)線組;將預(yù)先準(zhǔn)備好的屏蔽帶,對(duì)規(guī)定顏色的四線組包覆屏蔽帶,其余不帶屏蔽層四線組加纏扎帶并成盤(pán),再將屏蔽四線組、四線組、對(duì)線組、芯線根據(jù)設(shè)計(jì)要求絞合成纜,成纜后依次完成下面工序:加裝塑料襯套、鋼帶裝鎧、外護(hù)套。
實(shí)施例3:
將依實(shí)施例1成纜后,再依次完成下面工序,加裝塑料隔熱層綜合護(hù)套、鋼帶裝鎧、外護(hù)套。
2019年7月15日,《鐵路信號(hào)電纜及其制造方法》獲第十一屆江蘇省專利項(xiàng)目獎(jiǎng)金獎(jiǎng)。
鐵路信號(hào)電纜及其制造方法文獻(xiàn)

 鐵路信號(hào)電纜加芯原則
鐵路信號(hào)電纜加芯原則
格式:pdf
大小:83KB
頁(yè)數(shù): 4頁(yè)
評(píng)分: 4.4
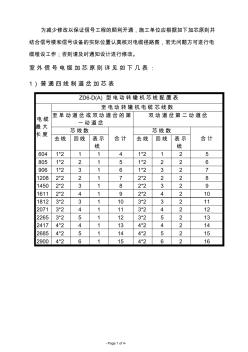
- Page 1 of 4- 為減少修改以保證信號(hào)工程的順利開(kāi)通,施工單位應(yīng)根據(jù)如下加芯原則并 結(jié)合信號(hào)樓和信號(hào)設(shè)備的實(shí)際位置認(rèn)真核對(duì)電纜徑路圖,若無(wú)問(wèn)題方可進(jìn)行電 纜埋設(shè)工作;否則請(qǐng)及時(shí)通知設(shè)計(jì)進(jìn)行修改。 室外信號(hào)電纜加芯原則詳見(jiàn)如下幾表 : 1)普通四線制道岔加芯表 ZD6-D(A) 型電動(dòng)轉(zhuǎn)轍機(jī)芯線配置表 電纜 最大 長(zhǎng)度 至電動(dòng)轉(zhuǎn)轍機(jī)電纜芯線數(shù) 至單動(dòng)道岔或雙動(dòng)道岔的第 一動(dòng)道岔 雙動(dòng)道岔第二動(dòng)道岔 芯線數(shù) 合計(jì) 芯線數(shù) 合計(jì)去線 回線 表示 線 去線 回線 表示 線 604 1*2 1 1 4 1*2 1 2 5 805 1*2 2 1 5 1*2 2 2 6 906 1*2 3 1 6 1*2 3 2 7 1208 2*2 2 1 7 2*2 2 2 8 1450 2*2 3 1 8 2*2 3 2 9 1611 2*2 4 1 9 2*2 4 2 10 1812
 鐵路信號(hào)電纜
鐵路信號(hào)電纜
格式:pdf
大小:83KB
頁(yè)數(shù): 5頁(yè)
評(píng)分: 4.8
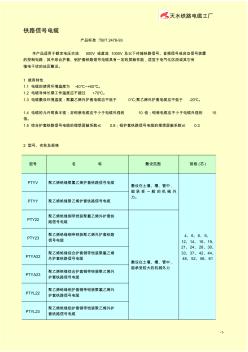
天水鐵路電纜工廠 -1- 鐵路信號(hào)電纜 產(chǎn)品標(biāo)準(zhǔn) :TB/T 2476-93 本產(chǎn)品適用于額定電壓交流 500V 或直流 1000V 及以下傳輸鐵路信號(hào)、音頻信號(hào)或自動(dòng)信號(hào)裝置 的控制電路,其中綜合護(hù)套、鋁護(hù)套鐵路信號(hào)電纜具有一定的屏蔽性能,適宜于電氣化區(qū)段或其它有 強(qiáng)電干擾的地區(qū)敷設(shè)。 1 使用特性 1.1 電纜的使用環(huán)境溫度為 -40℃~+60℃。 1.2 電纜導(dǎo)體長(zhǎng)期工作溫度應(yīng)不超過(guò) +70℃。 1.3 電纜敷設(shè)環(huán)境溫度:聚氯乙烯外護(hù)套電纜應(yīng)不低于 0℃ ;聚乙烯外護(hù)套電纜應(yīng)不低于 -20℃。 1.4 電纜的允許彎曲半徑:非鎧裝電纜應(yīng)不小于電纜外徑的 10 倍;鎧裝電纜應(yīng)不小于電纜外徑的 15 倍。 1.5 綜合護(hù)套鐵路信號(hào)電纜的理想屏蔽系數(shù)≤ 0.8;鋁護(hù)套鐵路信號(hào)電纜的理想屏蔽系數(shù)≤ 0.3 2 型號(hào)、名稱及規(guī)格 型號(hào) 名 稱 敷設(shè)范圍 規(guī)格 (芯 ) PTYV 聚乙烯絕緣聚
《LED面板燈及其制造方法》屬于照明燈具領(lǐng)域,尤其涉及一種LED面板燈及其制造方法。
LED面板燈及其制造方法專利目的
《LED面板燈及其制造方法》的目的之一是提供一種LED面板燈,發(fā)光面出光均勻,產(chǎn)品品質(zhì)好,不易產(chǎn)生漏光、光斑和暗影,產(chǎn)品一致性好,組裝調(diào)試方便,良品率高,生產(chǎn)效率高。
LED面板燈及其制造方法技術(shù)方案
一種LED面板燈,包括邊框、LED燈條、擴(kuò)散板、導(dǎo)光板、反射層和背板,所述邊框由兩個(gè)第一邊框型材條和兩個(gè)第二邊框型材條通過(guò)四個(gè)角連接件拼接形成,兩個(gè)第二邊框型材條相對(duì)設(shè)置,所述第一邊框型材條形成有第一插孔;所述第二邊框型材條包括型材主體,型材主體內(nèi)形成有第二插孔,型材主體的上部和下部分別向邊框內(nèi)側(cè)延伸形成第一延伸邊和第二延伸邊,第一延伸邊的底部形成有第一上臺(tái)階面、第二上臺(tái)階面和第三上臺(tái)階面,第一上臺(tái)階面低于第二上臺(tái)階面,第二上臺(tái)階面低于第三上臺(tái)階面,第二延伸邊的頂部形成有第一下臺(tái)階面、第二下臺(tái)階面和第三下臺(tái)階面,第一下臺(tái)階面高于第二下臺(tái)階面,第二下臺(tái)階面高于第三下臺(tái)階面,第一下臺(tái)階面和第一上臺(tái)階面上下對(duì)應(yīng)從而兩者之間形成夾持空間,第二下臺(tái)階面和第二上臺(tái)階面上下對(duì)應(yīng)從而兩者之間形成定位空間,第三下臺(tái)階面和第三上臺(tái)階面上下對(duì)應(yīng)從而兩者之間形成燈條槽,夾持空間、定位空間和燈條槽從邊框內(nèi)側(cè)向外依次設(shè)置;所述LED燈條插設(shè)在所述燈條槽內(nèi),LED燈條的背面貼著型材主體,LED燈條的正面固定LED燈,LED燈條正面的兩頭各連有一定位塊,定位塊的背面設(shè)有定位凸起,定位凸起與設(shè)在LED燈條正面的定位孔插接定位,定位塊緊配合固定在所述定位空間中;所述角連接件具有第一插接臂和第二插接臂:第一插接臂的根部與第二插接臂連接,第一插接臂的頭部插入第一邊框型材條的第一插孔,并且,第一插接臂的頂部與第一插孔的頂部?jī)?nèi)壁具有至少三個(gè)不在同一直線上的接觸點(diǎn),第一插接臂的底部與第一插孔的底部?jī)?nèi)壁具有至少三個(gè)不在同一直線上的接觸點(diǎn);第二插接臂的根部與第一插接臂連接,第二插接臂的頭部插入第二邊框型材條的第二插孔,并且,第二插接臂的頂部與第二插孔的頂部?jī)?nèi)壁具有至少三個(gè)不在同一直線上的接觸點(diǎn),第二插接臂的底部與第二插孔的底部?jī)?nèi)壁具有至少三個(gè)不在同一直線上的接觸點(diǎn);所述擴(kuò)散板、導(dǎo)光板、反射層和背板的左右兩側(cè)分別被兩個(gè)第二邊框型材條的第一延伸邊和第二延伸邊夾持,導(dǎo)光板側(cè)邊插入夾持空間并被定位塊限位,所述擴(kuò)散板、導(dǎo)光板、反射層和背板的前后兩側(cè)分別被兩個(gè)第一邊框型材條夾持。 作為優(yōu)選,第一插接臂的根部比頭部大,第二插接臂的根部比頭部大。
作為優(yōu)選,所述第二邊框型材條的型材主體的下部向下延伸形成有第三延伸邊。進(jìn)一步優(yōu)選,兩個(gè)第二邊框型材條的第三延伸邊上固定安裝支架,電源盒安裝在相鄰的第一邊框型材條與第二邊框型材條上。
作為優(yōu)選,所述第一邊框型材條與所述第二邊框型材條結(jié)構(gòu)相同。
作為優(yōu)選,所述定位塊通過(guò)兩個(gè)定位凸起與LED燈條上的兩個(gè)定位孔插接實(shí)現(xiàn)定位連接。
作為優(yōu)選,所述定位塊的正面設(shè)有凹槽,導(dǎo)光板側(cè)邊插入至定位塊的凹槽內(nèi)。
作為優(yōu)選,所述角連接件為板材沖裁件;第一插接臂的中間向上拱起,第一插接臂拱起的頂部形成能夠與第一插孔的內(nèi)壁相抵的第一接觸面,第一插接臂的頭部設(shè)有向下翹凸的第一凸出部,第一凸出部的翹凸方向與第一插接臂的插入方向相反從而能夠增加第一插接臂從第一插孔中脫出的阻力;當(dāng)?shù)谝徊褰颖鄄迦氲谝贿吙蛐筒臈l的第一插孔時(shí),第一插接臂的根部和第一凸出部分別與第一插孔的一側(cè)內(nèi)壁相抵,第一插接臂的第一接觸面與第一插孔的另一側(cè)內(nèi)壁相抵;所述第二插接臂的中間向上拱起,第二插接臂拱起的頂部形成能夠與第二插孔的內(nèi)壁相抵的第二接觸面,第二插接臂的頭部設(shè)有向下翹凸的第二凸出部,第二凸出部的翹凸方向與第二插接臂的插入方向相反從而能夠增加第二插接臂從第二插孔中脫出的阻力;當(dāng)?shù)诙褰颖鄄迦氲诙吙蛐筒臈l的第二插孔時(shí),第二插接臂的根部和第二凸出部分別與第二插孔的一側(cè)內(nèi)壁相抵,第二插接臂的第二接觸面與第二插孔的另一側(cè)內(nèi)壁相抵。
或者優(yōu)選,所述角連接件為板材沖裁件;第一插接臂的中間向上拱起,第一插接臂拱起的頂部形成能夠與第一插孔的內(nèi)壁相抵的第一接觸面;當(dāng)?shù)谝徊褰颖鄄迦氲谝贿吙蛐筒臈l的第一插孔時(shí),第一插接臂的根部和頭部分別與第一插孔的一側(cè)內(nèi)壁相抵,第一插接臂的第一接觸面與第一插孔的另一側(cè)內(nèi)壁相抵;所述第二插接臂的中間向上拱起,第二插接臂拱起的頂部形成能夠與第二插孔的內(nèi)壁相抵的第二接觸面;當(dāng)?shù)诙褰颖鄄迦氲诙吙蛐筒臈l的第二插孔時(shí),第二插接臂的根部和頭部分別與第二插孔的一側(cè)內(nèi)壁相抵,第二插接臂的第二接觸面與第二插孔的另一側(cè)內(nèi)壁相抵。
或者優(yōu)選,所述角連接件為板材沖裁件;第一插接臂的上表面設(shè)有不在同一直線上的至少三個(gè)向上翹凸的第一凸出部,第一凸出部的翹凸方向與第一插接臂的插入方向相反從而能夠增加第一插接臂從第一插孔中脫出的阻力;當(dāng)?shù)谝徊褰颖鄄迦氲谝贿吙蛐筒臈l的第一插孔時(shí),第一插接臂下表面與第一插孔的一側(cè)內(nèi)壁相抵,第一插接臂的第一凸出部與第一插孔的另一側(cè)內(nèi)壁相抵;所述第二插接臂的上表面設(shè)有不在同一直線上的至少三個(gè)向上翹凸的第二凸出部,第二凸出部的翹凸方向與第二插接臂的插入方向相反從而能夠增加第二插接臂從第二插孔中脫出的阻力;當(dāng)?shù)诙褰颖鄄迦氲诙吙蛐筒臈l的第二插孔時(shí),第二插接臂的下表面與第二插孔的一側(cè)內(nèi)壁相抵,第二插接臂的第二凸出部與第二插孔的另一側(cè)內(nèi)壁相抵。
作為優(yōu)選,所述角連接件的第一插接臂和第二插接臂相互垂直。
上述LED面板燈的制作方法,包括如下步驟:
1)在LED燈條的兩頭裝上定位塊,將LED燈條插入第二邊框型材條的燈條槽內(nèi),LED燈條上的定位塊與邊框型材條上的定位空間配合定位;將擴(kuò)散板、導(dǎo)光板、反射層和背板組合成導(dǎo)光板組件;在第一邊框型材條的兩端分別插接一個(gè)角連接件;
2)兩個(gè)帶有LED燈條的第二邊框型材條分別套在導(dǎo)光板組件的左右兩側(cè)并靠緊,此時(shí),導(dǎo)光板組件的側(cè)邊被第二邊框型材條的第一延伸邊和第二延伸邊夾緊并被定位塊限位從而與LED燈條上的LED燈保持間隙;
3)兩個(gè)帶有角連接件的第一邊框型材條分別套在導(dǎo)光板組件的前后兩側(cè),角連接件的第二插接臂插入第二邊框型材條的第二插孔,在兩個(gè)第二邊框型材條保持靠緊導(dǎo)光板組件的同時(shí),縮小兩個(gè)第一邊框型材條之間的間距直至兩個(gè)第一邊框型材條和兩個(gè)第二邊框型材條拼合固定形成邊框。
LED面板燈及其制造方法改善效果
《LED面板燈及其制造方法》由于采用了以上的技術(shù)方案,設(shè)置定位塊與LED燈條進(jìn)行定位,再通過(guò)定位塊與邊框型材條上的相應(yīng)結(jié)構(gòu)進(jìn)行緊配合定位,從而不僅確保了導(dǎo)光板側(cè)入光面與LED燈條上的LED之間的間隙,而且確保了LED燈條上LED的中心高度與導(dǎo)光板的側(cè)入光面的中心高度一致,也解決了2014年12月之前的技術(shù)中依靠LED燈條直接邊框型材定位配合存在的要求LED電路板(燈條)加工精度高、插裝困難易損壞等問(wèn)題。四個(gè)邊框型材條之間采用多點(diǎn)摩擦接觸扣緊的角連接件進(jìn)行拼接形成邊框,結(jié)構(gòu)簡(jiǎn)單,方便組裝調(diào)試,確保了產(chǎn)品光學(xué)效果和一致性。因此,本方案的LED面板燈,發(fā)光面出光均勻,產(chǎn)品品質(zhì)好,不易產(chǎn)生漏光、光斑和暗影,產(chǎn)品一致性好,組裝調(diào)試方便,良品率高,生產(chǎn)效率高。
2020年7月17日,《LED面板燈及其制造方法》獲得安徽省第七屆專利獎(jiǎng)優(yōu)秀獎(jiǎng)。 2100433B
鐵路信號(hào)電纜及其制造方法相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識(shí)
- 相關(guān)專欄
- 鐵路信號(hào)符號(hào)
- 鐵路信號(hào)設(shè)計(jì)與施工
- 鐵路信號(hào)設(shè)計(jì)規(guī)范(TB 10007-2017 英文版)
- 鐵路信號(hào)設(shè)計(jì)規(guī)范(TB10007-2017 英漢對(duì)照)
- 鐵路信號(hào)AX系列繼電器
- 鐵路圖像通信設(shè)計(jì)規(guī)范
- 鐵路地面信號(hào)機(jī)及信號(hào)表示器用玻璃
- 鐵路大型養(yǎng)路機(jī)械鋼軌銑磨車(chē)
- 鐵路巖土工程檢測(cè)技術(shù)
- 鐵路工程土工試驗(yàn)規(guī)程
- 鐵路工程地質(zhì)手冊(cè)
- 鐵路工程施工
- 鐵路工程施工組織
- 鐵路工程管理與實(shí)務(wù)復(fù)習(xí)題集
- 鐵路工程設(shè)計(jì)技術(shù)手冊(cè)
- 鐵路應(yīng)用確定輪軌等效錐度的方法
- 電氣工程及其自動(dòng)化特色專業(yè)建設(shè)探索
- 分形DGS單元結(jié)構(gòu)設(shè)計(jì)及其在微帶電路中的應(yīng)用
- 中國(guó)工程圖學(xué)學(xué)會(huì)成立工程與制造系統(tǒng)集成化分會(huì)
- 多逆變器太陽(yáng)能光伏并網(wǎng)發(fā)電系統(tǒng)的組群控制方法
- 支持并行工程和智能CAPP的制造資源建模技術(shù)
- 有源配電網(wǎng)設(shè)備利用率影響因子體系及其價(jià)值計(jì)算方法
- 原來(lái)這就是辨別冷熱水管正確方法商家終于肯說(shuō)實(shí)話了
- 一體式膜-生物反應(yīng)器中膜面污泥沉積速率及其影響因
- 新的基于NGA/PCA和SVM的特征提取方法
- 定征復(fù)合板材粘接層性質(zhì)的非線性超聲蘭姆波方法
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 圓形隧道反向曲線隧道中心線兩種偏移計(jì)算方法的比較
- 智能微電網(wǎng)集成關(guān)鍵技術(shù)研發(fā)及其產(chǎn)業(yè)化項(xiàng)目通過(guò)驗(yàn)收
- 主要用固體工業(yè)廢渣生產(chǎn)硫鋁酸鹽水泥熟料的方法
- 云南大平糜棱巖化堿性花崗巖的鋯石特征及其地質(zhì)意義
- 含有彩色漿料和滲透墨水形成的陶瓷磚及制作方法
最新詞條
安徽省政采項(xiàng)目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時(shí)籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無(wú)線POS機(jī)
廣東合正采購(gòu)招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國(guó)際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計(jì)量泵
廣州采陽(yáng)招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國(guó)際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計(jì)量單位
福建省中億通招標(biāo)咨詢有限公司
泛海三江
威海鼠尾草
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
廣東國(guó)咨招標(biāo)有限公司
甘肅中泰博瑞工程項(xiàng)目管理咨詢有限公司
山東創(chuàng)盈項(xiàng)目管理有限公司
當(dāng)代建筑大師
拆邊機(jī)
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護(hù)保障有限公司通號(hào)分公司
舌花雛菊
甘肅中維國(guó)際招標(biāo)有限公司
華潤(rùn)燃?xì)猓ㄉ虾#┯邢薰?
湖北鑫宇陽(yáng)光工程咨詢有限公司
GB8163標(biāo)準(zhǔn)無(wú)縫鋼管
中國(guó)石油煉化工程建設(shè)項(xiàng)目部
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
建設(shè)部關(guān)于開(kāi)展城市規(guī)劃動(dòng)態(tài)監(jiān)測(cè)工作的通知
電梯平層準(zhǔn)確度
廣州利好來(lái)電氣有限公司
四川中澤盛世招標(biāo)代理有限公司