

中大口徑高合金鋼無縫管材生產新工藝研究
格式:pdf
大小:505KB
頁數:7P
人氣 :80
 4.8
4.8
闡述了采用"離心澆鑄空心坯+管坯特殊處理+熱輥模連續頂軋成形"短流程工藝生產中大口徑高合金鋼管材的新方法;通過對試制管材的力學性能、腐蝕性能和金相組織的觀察,表明本短流程新工藝由于突破了穿孔的固有局限,適合生產難變形的高端管材,且管材具有優良的綜合使用特性;節能降耗的優勢明顯(粗略估計可節能節燃料各10%)。



 能源機械工業用冷變形高合金鋼管的生產新工藝
能源機械工業用冷變形高合金鋼管的生產新工藝 能源機械工業用冷變形高合金鋼管的生產新工藝
格式:pdf
大小:75KB
頁數:未知
據俄羅斯刊物報道,為提高在周期式冷軋管機上生產能源機械工業用的高合金鋼管的質量.烏克蘭一家鋼管廠同烏克蘭國立冶金學院的專家合作,對該產品的生產工藝進行了深入的研究。通過在xitt90周期式冷軋管機上采用冷軋和將鋼管加熱到180~260℃進行溫軋的試驗來觀察在軋輥工作錐全長上瞬間變形區間的鋼管局部變形的變化分布情況。通過對多個高合金鋼種的不同軋制路線的試驗,
高合金鋼無縫鋼管及其生產方法 高合金鋼無縫鋼管及其生產方法
格式:pdf
大小:56KB
頁數:未知
本發明涉及高合金鋼無縫鋼管及其生產方法。高合金鋼無縫鋼管的化學成分(質量分數,%)為:c0.08-0.12,si0.20-0.50,mn0.30-0.60,cr8.0-9.5,mo0.85-1.05,al0.01-0.04,ni0-0.4,p〈0.02,s〈0.010,v0.18-0.25,n0.03-0.07,余量為fe。生產方法包括采用海綿鐵和廢鋼做煉鋼原料,用電弧爐熔化成鋼水,經爐外精煉和真空脫氣后,連鑄成圓管坯,將冷卻后的連鑄管坯在環形加熱爐內加熱,熱定心,熱穿孔,連續延伸軋制,進行熱處理,最后探傷生產出高合金無縫鋼管。采用本發明所生產鋼管的熱穩定性好,具有良好的沖擊韌性、穩定的持久塑性、高的熱強性能及耐腐蝕性能,適用于火力電站和核電站的鍋爐、石油裂化設備的管道以及化工壓力容器等的蒸汽管、過熱器管和再熱器管(專利申請號:200610013084.8公開號:cn1807955申請日:2006.01.20公開日:2006.07.26申請人:天津商學院)。
編輯推薦下載
高合金鋼無縫鋼管及其生產方法 高合金鋼無縫鋼管及其生產方法
格式:pdf
大小:72KB
頁數:2P
4.5
本發明涉及高合金鋼無縫鋼管及其生產方法。高合金鋼無縫鋼管的化學成分(質量分數,%)為:c0.08~0.12,si0.20~0.50,mn0.30~0.60,cr8.0~9.5,mo0.85~1.05,al0.01~0.04,ni0~0.4,p∧0.02,s∧0.010,v0.18~0.25,n0.03~0.07,余量為fe。
中大口徑高合金鋼無縫管材生產新工藝熱門文檔
高合金鋼磨屑電選試驗研究 高合金鋼磨屑電選試驗研究
格式:pdf
大小:434KB
頁數:未知
4.5
分析了高合金鋼磨屑的化學組成和物質組成,研究了其電選工藝參數,并進行了流程試驗,得出了最佳分選參數及合理的試驗流程。通過一粗一精一掃的流程試驗,最終可得到產率為7065%,鐵品位為7822%,鐵回收率為9860%的導體產品。結果表明,電選工藝可以非常有效地實現高合金鋼磨屑冶煉之前的分選預處理
薄壁大口徑Gr12鈦合金超長無縫管生產工藝的研究 薄壁大口徑Gr12鈦合金超長無縫管生產工藝的研究
格式:pdf
大小:248KB
頁數:5P
4.7
從gr12鈦合金鑄錠的雜質含量的變化對管材加工性能的影響、不同溫區斜軋穿孔加熱速度對管材表面氧化程度的影響、三輥冷軋最佳軋制速度的選擇及成品管材最佳矯直方式的確定等4個方面,研究了薄壁大口徑gr12鈦合金超長無縫管的生產工藝。結果表明,嚴格控制gr12鈦合金鑄錠的化學成分,使其n≤0.01%,c≤0.03%,h≤0.005%,fe≤0.08%,o≤0.08%,可保證該合金的冷加工性能,軋出薄壁大口徑超長無縫管;斜軋穿孔加熱時不同的溫區應選擇不同的加熱速度,低于650℃,氧化層較致密,氧化速度較慢,氧和氮不容易被吸入,升溫速度要慢,在5~5.5℃/min,在650~820℃,氧化層開始疏松,氧化速度加快,氧、氮較容易被吸入,升溫速度要稍快些,在6.8~7.2℃/min;在820℃以上,氧化層更為疏松,氧化速度更快,氧和氮吸入更容易,表面將更氧化嚴重,升溫速度進一步提高,在7.6~8.5℃/min,避免管材嚴重氧化;三輥冷軋的合適的軋制速度應為60~70r/min;成品管最佳矯直方式是先進行預平整,使其不直度∠2mm/m,再在矯直機上進行精矯,這樣不會矯凹或成橢圓形。
采用無碳混合渣澆注高合金鋼 采用無碳混合渣澆注高合金鋼
格式:pdf
大小:257KB
頁數:未知
4.6
切里亞賓斯克冶金工廠,1982年在澆注中采用無碳渣混合物保護鋼液面,其混合物的組成為:77%高爐渣,20%精螢石和3%蘇打。這些組成物并不稀缺,同時,采用混合渣消除了金屬表面增炭。經過加工處理的混合渣,當澆注低炭高
 6061鋁合金大規格拉制無縫管材生產工藝控制
6061鋁合金大規格拉制無縫管材生產工藝控制 6061鋁合金大規格拉制無縫管材生產工藝控制
格式:pdf
大小:152KB
頁數:5P
4.6
鋁合金大規格拉制無縫管材由于外形尺寸大,尺寸精度高,特別是對管材的表面質量、直線度要求很嚴,生產難度大。以6061鋁合金為例,介紹采用擠壓開坯進行拉制無縫管材的生產工藝。
中大口徑高合金鋼無縫管材生產新工藝精華文檔
純鈦薄壁無縫管材矯直分析?? 純鈦薄壁無縫管材矯直分析??
格式:pdf
大小:185KB
頁數:未知
4.3
針對外徑與壁厚比值大于77.5的鈦薄壁管材矯直過程中易出現脹徑、縮徑、扭曲、壓扁等現象,從理論上進行分析,根據理論計算,結合公司現有七輥臥式矯直機特點,對覬62mm×0.8mm規格純鈦薄壁管材進行矯直分析。結果表明:合理選擇管材送進速度、矯直輥夾角、壓下量、反彎量等參數,可有效確保管子在較小脹、縮徑條件下,獲得良好的直線度及表面質量,達到標準要求。
超硬鋁合金無縫管材擠壓成形工藝優化 超硬鋁合金無縫管材擠壓成形工藝優化
格式:pdf
大小:1.8MB
頁數:6P
4.4
為了揭示大型鋁合金無縫管材擠壓成形中的關鍵技術問題,以7075鋁合金為例,采用剛黏塑性有限元法分析工藝參數對鋁合金管材擠壓成形過程的影響。研究結果表明:隨著成形溫度增加,擠出模口處所受附加拉應力逐漸降低,但過高擠壓溫度反而會增大黏附力;隨著擠壓速度增大,所需擠壓載荷明顯增加,且管材擠出過程中金屬變形流動的均勻性隨之降低;在擠壓溫度為430℃、擠壓速度為2mm/s時進行工藝實驗,一次性成形大型鋁合金無縫擠壓管材,且所得制品的表面質量良好,符合使用要求。
GH202鎳基合金無縫管材的熱擠壓工藝 GH202鎳基合金無縫管材的熱擠壓工藝
格式:pdf
大小:249KB
頁數:3P
4.6
對沉淀強化型鎳基高溫合金gh202進行了熱擠壓工藝研究,以保持擠壓變形區的熱量平衡為依據,制定并優化了擠壓工藝參數,開發并應用了專用擠壓筒和潤滑材料。結果表明,熱擠壓工藝適用于gh202合金無縫管制備,管材組織均勻,力學性能高,生產效率及成材率大幅度提高。
高合金鋼管穿孔頂頭氧化工藝研究 高合金鋼管穿孔頂頭氧化工藝研究
格式:pdf
大小:721KB
頁數:4P
4.6
設計了頂頭表面氧化工藝試驗裝置,通過在可控保護氣氛環境下進行的頂頭熱處理實驗,研究了氧化介質的混合比、滴量、爐壓及是否通n2等對氧化層厚度、結構、組織及成分的影響,確定了最佳氧化工藝,使頂頭表面生成完整的、宏觀致密光滑的、與頂頭基體有良好粘附性的氧化層,有效地提高了穿孔頂頭的使用壽命。
中大口徑高合金鋼無縫管材生產新工藝最新文檔

 固定針擠壓鋁合金無縫管材穿孔階段擠壓針分析
固定針擠壓鋁合金無縫管材穿孔階段擠壓針分析 固定針擠壓鋁合金無縫管材穿孔階段擠壓針分析
格式:pdf
大小:611KB
頁數:3P
4.3
通過ug建立了固定針擠壓鋁合金無縫管材模具的幾何實體模型。在此基礎上,建立了鋁合金無縫管材擠壓過程有限元分析三維模型,得到了熱機械耦合結果。獲得了擠壓針軸向壓力、溫度場和應力場的變化規律。預測了擠壓針可能產生失效的部位,為擠壓針的設計及修復提供參考。
CSA N285.6.2-12反應性控制組件的鋯合金無縫管材 CSA N285.6.2-12反應性控制組件的鋯合金無縫管材
格式:pdf
大小:282KB
頁數:1P
4.5
(出版日期:2012年)本標準對鋯合金無縫管材(r60802級、r60804級;直徑與壁厚比小于80)的制造和性能規定了要求。這種管材用于candu堆的反應性控制組件。
高合金鋼管穿孔頂頭的失效分析 高合金鋼管穿孔頂頭的失效分析
格式:pdf
大小:161KB
頁數:5P
4.7
介紹了高合金鋼管穿孔頂頭的主要失效形式,對失效頂頭斷口進行了sem和光學金相分析、x射線熒光光譜化學成分分析等測試,探討了頂頭開裂的主要原因。通過適當調整nb、co、w等元素的含量,提高頂頭鑄造質量等,使穿孔頂頭的使用壽命有所提高。
施工中高合金鋼排管焊接充氬方案的應用 施工中高合金鋼排管焊接充氬方案的應用
格式:pdf
大小:297KB
頁數:1P
4.3
分析了在電力建設中,高合金鋼排管充氬保護對焊接接頭性能的影響,結合實際工作,針對高合金管材焊接工藝進行探討,在鎢極氬弧焊(gtaw)的基礎上確定排管的充氬保護方案,避免高合金鋼在焊接過程中高溫區域氧化嚴重的問題,同時結合其它保護措施及合理的焊接工藝,明顯地提高了高合金鋼排管的焊接質量。
無縫鋼管的材料是鋼或合金鋼
格式:pdf
大小:59KB
頁數:5P
4.7
無縫鋼管的材料是鋼或合金鋼。用鋼胚經滾壓擠拔等工藝加工出來的。為區別一些鋼管是用鋼板 卷曲焊接而成,稱無縫鋼管。球墨鑄鐵管的材料是球墨鑄鐵,價格便宜,但強度底,只能用在壓力低 的場合。無縫鋼管的材料是鋼,又是無縫,強度高,用在壓力高,環境苛刻的場合,但價格也很貴。 dg一般沒人用 所以只需要考慮pvc管和kbg管很多情況下兩者都可以用但是做人防和消防的配電、弱電管線 用kbg管特別出入人防防護區的kbg管要求壁厚不小于2.5mmsc為焊接鋼管,在明敷設時(包 括地埋)內外壁要做防腐處理,sc是規范上的焊管,而且是厚壁的,壁厚通常不小于3mmsc是厚 壁鍍鋅鋼管,用于地下室電氣敷管 壓力開關應直接啟動供水泵。《自動噴水滅火系統設計規范》第10.0.1條~第11.0.5條均為 與電氣專業有關的強制性條文。該規范較《火
大口徑無縫鋼管 (2)
格式:pdf
大小:127KB
頁數:3P
4.4
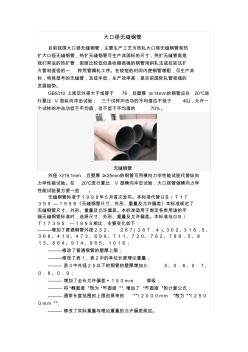
大口徑無縫鋼管 目前我國大口徑無縫鋼管,主要生產工藝為熱軋大口徑無縫鋼管和熱 擴大口徑無縫鋼管,熱擴無縫鋼管可生產非國標的尺寸,熱擴無縫管就是 我們常說的熱擴管,密度比較低但是收縮很強的鋼管用斜軋法或拉拔法擴 大管材直徑的一種荒管精軋工序。在較短的時間內使鋼管增粗,可生產非 標,特殊型號的無縫管,且成本低,生產效率高,是目前國際軋管領域的 發展趨勢。 gb5310上規定外徑大于或等于76,且壁厚≥14mm的鋼管應在20℃進 行夏比v型縱向沖擊試驗;三個試樣沖擊功的平均值應不低于40j,允許一 個試樣的沖擊功低于平均值,但不低于平均值的70%。 無縫鋼管 外徑>219.1mm,且壁厚≥25mm的鋼管可用橫向力學性能試驗代替縱向 力學性能試驗。在20℃進行夏比v型橫向沖擊試驗,大口徑管做橫向力學 性能試驗要方便一些。 無縫鋼管標準于1998年5月首次發布。本標準
中大口徑高合金鋼無縫管材生產新工藝相關
文輯推薦
知識推薦
百科推薦


職位:消防工程項目經理
擅長專業:土建 安裝 裝飾 市政 園林


