數(shù)控鉆床維護檢修
目的
延長元器件的壽命和零部件的磨損周期,預防各種故障,提高數(shù)控鉆床的平均無故障工作時間和使用壽命。
數(shù)控鉆床使用中應注意的問題
1.數(shù)控鉆床的使用環(huán)境:對于數(shù)控鉆床最好使其置于有恒溫的環(huán)境和遠離震動較大的設備(如沖床)和有電磁干擾的設備。
2.電源要求
3.數(shù)控鉆床應有操作規(guī)程:進行定期的維護、保養(yǎng),出現(xiàn)故障注意記錄保護現(xiàn)場等。
4.數(shù)控鉆床不宜長期封存
5.注意培訓和配備操作人員、維修人員及編程人員
數(shù)控系統(tǒng)的維護
1.嚴格遵守操作規(guī)程和日常維護制度
2.防止灰塵進入數(shù)控裝置內(nèi):漂浮的灰塵和金屬粉末容易引起元器件間絕緣電阻下降,從而出現(xiàn)故障甚至損壞元器件。
3.定時清掃數(shù)控柜的散熱通風系統(tǒng)
4.經(jīng)常監(jiān)視數(shù)控系統(tǒng)的電網(wǎng)電壓:電網(wǎng)電壓范圍在額定值的85%~110%。
5.定期更換存儲器用電池
6.數(shù)控系統(tǒng)長期不用時的維護:經(jīng)常給數(shù)控系統(tǒng)通電或使數(shù)控鉆床運行溫機程序。
7.備用電路板的維護。
機械部件的維護
1.絲杠和導軌的維護
①定期檢查、調(diào)整絲杠螺母的軸向間隙,保證反向傳動精度和軸向剛度;
②定期檢查絲杠支撐與床身的連接是否松動以及支撐軸承是否損壞。如有以上問題要及時緊固松動部位,更換支撐軸承;
③采用潤滑脂的滾珠絲杠,每半年清洗一次絲杠上的舊油脂,更換新油脂。用潤滑油潤滑的滾珠絲杠,每天機床工作前加油一次;
④注意避免硬質(zhì)灰塵或切屑進入絲杠防護罩和工作過程中碰擊防護罩,防護裝置一有損壞要及時更換。
2.主動軸的維護
①定期調(diào)整主軸驅(qū)動帶的松緊程度;
②防止各種雜質(zhì)進入油箱。每年更換一次潤滑油;
③保持主軸與刀柄連接部位的清潔。需及時調(diào)整液壓缸和活塞的位移量;
④要及時調(diào)整配重。
氣動系統(tǒng)的維護
1. 清除壓縮空氣的雜質(zhì)和水分;
2. 檢查系統(tǒng)中油霧器的供油量;
3. 保持系統(tǒng)的密封性;
4. 注意調(diào)節(jié)工作壓力;
5. 清洗或更換氣動元件、濾芯;
數(shù)控鉆床造價信息
1.工作前認真檢查電網(wǎng)電壓、油泵、潤滑、油量是否正常,檢查壓力、冷卻、油管、刀具、工裝夾具是否完好,并作好機床的定期保養(yǎng)工作。
2.機床通電啟動后,先進行機械回零操作,然后試運轉(zhuǎn)5分鐘,確認機械、刀具、夾具、工件、數(shù)控參數(shù)等正確無誤后,方能開始正常工作。
3.認真查驗程序編制、參數(shù)設置、動作排序、刀具干涉、工件裝夾、開關(guān)保護等環(huán)節(jié)是否完全無誤,以免循環(huán)加工時造成事故、損壞刀具及相關(guān)部件。嚴格按操作流程進行試切對刀,調(diào)試完成后要做好程序保護工作。
4.自動循環(huán)加工時,應關(guān)好防護拉門,在主軸旋轉(zhuǎn)同時需要進行手動操作時,一定要使自己的身體和衣物遠離旋轉(zhuǎn)及運動部件,以免將衣物卷入造成事故。
5.主軸或刀塔刀庫裝刀操作一定要在機械運動停止狀態(tài)下進行,并注意和協(xié)作人員間的配合,以免出現(xiàn)事故。在手動換刀或自動換刀時,要注意刀塔、刀庫、機械手臂轉(zhuǎn)動及刀具等的安裝位置,身體和頭部要遠離刀具回轉(zhuǎn)部位,以免碰傷。對加工中心機床,還應注意檢查刀庫刀套號與刀具號間的對應關(guān)系,以防止刀庫刀號混亂造成換刀干涉或加工撞刀事故。
6.工件裝夾時要夾牢,以免工件飛出造成事故,完成裝夾后,要注意將卡盤扳手及其它調(diào)整工具取出拿開,以免主軸旋轉(zhuǎn)后甩出造成事故。
7.機床操作者應能夠處理一般性報警故障,若出現(xiàn)嚴重故障、應迅速斷電、并保護現(xiàn)場,及時上報,并做好記錄。
8.工作完畢后,應將機床導軌、工作臺擦干凈,并認真填寫工作日志。
特點
1、低頻力矩大、輸出平穩(wěn)
2、高性能矢量控制
3、轉(zhuǎn)矩動態(tài)響應快、穩(wěn)速精度高
4、減速停車速度快
5、抗干擾能力強
數(shù)控鉆床維護檢修常見問題
-
首先要了解數(shù)控鉆床是否適合您使用,其次要先了解數(shù)控鉆床的性能以及給你帶來的價值后再考慮價格,望采納
-
描述不是太清晰。如果是一個平面上三個主軸,這個有兩種方式實現(xiàn),1是做個齒輪箱,1個電機帶三個主軸,三個主軸分別用液壓缸推動進給,采用花鍵軸與花鍵套的滑套進給方式。2是分開做三個主軸箱,分別進給,氣動液...
-
估計是,115000吧!
項目 | 參數(shù) |
最大鉆孔直徑 | Φ40mm |
最大立銑直徑 | Φ25mm |
最大端銑直徑 | Φ80mm |
主軸孔錐度 | MT4 |
主軸最大行程 | 200mm |
工作臺面距主軸端面最大距離 | 445mm |
主軸轉(zhuǎn)速范圍 | 67-1780r/min |
主軸轉(zhuǎn)速級數(shù) | 12級 |
主軸定位精度 | 0.025mm |
主軸重復定位精度 | 0.015mm |
工作臺行程 | 500mm×290mm×360mm |
工作臺面尺寸( 長×寬) | 800mm×250mm |
工作臺最大載重(置中) | 100kg |
主電機功率 | 2.2/2.8 KW |
三軸快速位移 | 5000mm/min |
機床外形尺寸( 長×寬×高) | 1180×1100×2400 mm |
凈重 | 1000Kg |
1:各坐標移動均采用伺服電機驅(qū)動,操作方便,靈活,精度穩(wěn)定。
2:基本布局為:滑座在床身上全長貫穿移動,單邊敞開式,結(jié)構(gòu)簡單方便,便于工件的上下安裝和下班后衛(wèi)生的清理,便于維護,占地面積小,適于長工件的加工與生產(chǎn)。
3:滑座上的立柱和普通搖臂鉆床一樣采用圓柱形立柱,搖臂可以上下升降,便于不同高度的工件的加工。
4:主軸16級變速,切削扭矩擴大數(shù)十倍,為莫氏錐孔,可以直接安裝鉆頭。
5:床身為鑄件結(jié)構(gòu),可多節(jié)加長,用戶可以自行選擇或定做。
6:X軸即滑座運動采用德國進口減速器,齒輪,齒條,確保運動時的剛度及運動精度。
7:床身導軌沒有防護拉板,保證齒條,光柵尺和機電電器開關(guān)不受外界污染。
8:X軸采用進口原裝光柵尺,保證X軸定位精度。
9:采用西門子802D數(shù)控系統(tǒng),交流伺服及稀土永磁電機,性能卓越,可靠性高,安全耐用。
10:超薄液晶顯示器,防油污鍵盤,外觀精美大方。

數(shù)控鉆床圖片
數(shù)控鉆床維護檢修文獻

 基于PLC的藥條自動打孔數(shù)控鉆床的研發(fā)
基于PLC的藥條自動打孔數(shù)控鉆床的研發(fā)
格式:pdf
大小:223KB
頁數(shù): 未知
評分: 4.4
開發(fā)了藥條自動打孔數(shù)控鉆床。利用工業(yè)計算機和PLC系統(tǒng)構(gòu)成數(shù)控系統(tǒng),X和Y軸選用步進電機,Z軸選用伺服電機,每個藥條均采用自行研發(fā)的自定心夾具來定位,通過梯形圖程序?qū)崿F(xiàn)每次11根藥條的全自動、高效加工。
 蝶閥維護檢修規(guī)程-機床維護檢修規(guī)程
蝶閥維護檢修規(guī)程-機床維護檢修規(guī)程
格式:pdf
大小:223KB
頁數(shù): 7頁
評分: 4.8
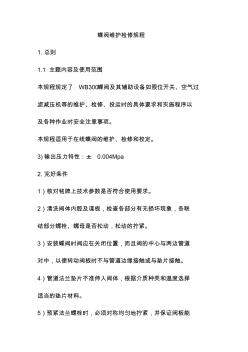
蝶閥維護檢修規(guī)程 1.總則 1.1 主題內(nèi)容及使用范圍 本規(guī)程規(guī)定了 WB300蝶閥及其輔助設備如限位開關(guān)、空氣過 濾減壓機等的維護、檢修、投運時的具體要求和實施程序以 及各種作業(yè)時安全注意事項。 本規(guī)程適用于在線蝶閥的維護、檢修和校定。 3)輸出壓力特性:± 0.004Mpa 2.完好條件 1)核對銘牌上技術(shù)參數(shù)是否符合使用要求。 2)清洗閥體內(nèi)腔及諜板,檢查各部分有無損壞現(xiàn)象,各聯(lián) 結(jié)部分螺栓、螺母是否松動,松動的擰緊。 3)安裝蝶閥時閥應在關(guān)閉位置,而且閥的中心與兩邊管道 對中,以便轉(zhuǎn)動閥板時不與管道邊緣接觸或與墊片接觸。 4)管道法蘭墊片不準伸入閥體,根據(jù)介質(zhì)種類和溫度選擇 適當?shù)膲|片材料。 5)預緊法蘭螺栓時,必須對稱均勻地擰緊,并保證閥板能 轉(zhuǎn)開啟位置。 6)接上供氣管路,連接前應用干凈壓縮空氣將管路的污物 清除干凈。 3.維護 3.1 日常維護 3.1.1 巡回檢查 每班至
數(shù)控鉆床一般采用內(nèi)冷和外冷兩種冷卻方式,內(nèi)冷在冷卻效果上要明顯好于外冷。在某些場合,比如鉆孔,外冷冷卻液是無法進入孔內(nèi)的,這樣,鉆頭的切削刃無法進行有效冷卻,這個時候,內(nèi)冷就發(fā)揮了非常大的優(yōu)勢;同時,內(nèi)冷提供的切削液壓力也有利于排屑。因此,相比較外冷,使用內(nèi)冷刀具可以提高切削參數(shù),進而提高生產(chǎn)效率。
時代百超GZP3535高速數(shù)控鉆銑床可廣泛應用于能源、交通、船舶、風電、核電、冶金、工程機械、石化機械等行業(yè),特別適用于大型管板件的高速加工。
GZP3535高速數(shù)控鉆銑床采用工作臺固定,龍門和操縱平臺在兩側(cè)床身上同步移動的結(jié)構(gòu)形式,具備銑削、鉆削(鉆、擴、鉸)、锪削等多種加工功能, 鉆孔和銑削為主要加工功能,工件一次裝夾后可進行鉆、鏜、鉸、銑等多種工序加工。機床橫梁上的兩個主軸箱為雙絲杠分離式驅(qū)動,可以獨立工作,亦可同時工作,加工過程數(shù)控,效率高,精度高,編程方便,操作簡單。

時代百超GZP3535高速數(shù)控鉆銑床的鉆削動力頭采用BT50內(nèi)冷剛性高速精密主軸,剛性好、精度高,可滿足機床的高速重型切削。動力頭配有液壓打刀缸來配合主軸的45°四瓣爪拉刀機構(gòu),實現(xiàn)自動松刀和自動拉刀動作,使刀具的裝卸極為方便。主軸由大功率主軸伺服電機通過同步帶驅(qū)動,完成主軸傳動,主軸轉(zhuǎn)速10~3000r/min,轉(zhuǎn)速范圍廣。同步帶選用優(yōu)質(zhì)品牌同步帶,抗拉強度高,壽命長,高速運轉(zhuǎn)時噪音小、震動小。在精密主軸的上端配有高壓旋轉(zhuǎn)接頭可接入冷卻潤滑液,經(jīng)主軸內(nèi)孔、拉釘內(nèi)孔、BT50刀柄內(nèi)孔、鉆頭中心孔,直接噴向切削位置,主軸中心出水功能可提高切削加工效率,實現(xiàn)深孔加工和保護刀具降低使用成本。

時代百超擁有20年專業(yè)數(shù)控加工設備設計、研發(fā)、制造經(jīng)驗,服務于鋼結(jié)構(gòu)、化工、鍋爐、立體車庫、電力、鐵塔制造行業(yè),潛心研究和探索數(shù)控三維鉆床,數(shù)控平面鉆床,數(shù)控鎖口銑床,數(shù)控轉(zhuǎn)角帶鋸床,數(shù)控集箱鉆床,數(shù)控角鋼生產(chǎn)線等數(shù)控設備的設計、制造,歷經(jīng)數(shù)次創(chuàng)新和改進,自主研發(fā)數(shù)控軟件,獲得多個專利證書。產(chǎn)品出口幾十個國家地區(qū),全球銷售近2000多臺(線)。專業(yè)化技術(shù)服務,量身定制數(shù)控設備,及時有效的售后支持提供數(shù)控設備個性化定制服務,解決您專用設備的個性加工需求,售后服務響應及時有效,解決問題快捷迅速。
平面鉆是主要用于法蘭、換熱器、管板等平板件的加工,加工過程數(shù)控,效率高,精度高,編程方便,操作簡單。




高速龍門數(shù)控鉆床主要用于建筑、橋梁、鐵塔等鋼結(jié)構(gòu)行業(yè)中的板類工件鉆孔和銑削加工,也可用于鍋爐、石化行業(yè)的管板、折流板和圓形法蘭鉆孔和輕銑加工;可以鉆通孔、盲孔、階梯孔、孔端倒角以及工件的銑削加工。以下碩超數(shù)控高速鉆床工作臺尺寸:1600*1600mm
數(shù)控鉆床相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識
- 相關(guān)專欄
- 通風機
- 銑削加工
- 通道式無軌電車
- 福牌門窗
- 柔性化
- 平臺拖車
- 門窗設計For
- 磨工
- 鏈條式管鉗
- 臥式鏜床
- 中國國際門窗幕墻高級研討會
- 非線性動力學與控制的若干理論及應用
- 梯形絲杠
- 塑料門窗工程:性能生產(chǎn)安裝
- 電圓鋸
- 等長雙橫臂式獨立懸架
- 圓錐碎礦機工作原理、技術(shù)參數(shù)、安裝調(diào)試及維護檢修
- 有線電視廣播系統(tǒng)運行維護規(guī)程編制情況和宣貫要點
- 在數(shù)控機床上通過監(jiān)視主軸電機負荷實時監(jiān)控刀具壽命
- 棗莊膜結(jié)構(gòu)車棚施工準備棗莊膜結(jié)構(gòu)車棚夏季維護方法
- 高速公路機電設備維護與管理
- 工廠供電技術(shù)學習情景21高低壓配電裝置運行與檢修
- 廣西壯族自治區(qū)新建住宅區(qū)供配電設施建設維護管理辦法
- 京九鐵路毫洲站地下水管井設計、施工與合理地使用維護
- 建筑消防設施維護保養(yǎng)計劃清單表
- 模擬仿真在高職院校計算機組裝與維護實訓課程中應用
- 基于模糊機會約束二層規(guī)劃配電網(wǎng)檢修計劃優(yōu)化
- 基于單片機數(shù)控車床XY工作臺與控制系統(tǒng)設計說明書
- 基于運動控制卡電路板雕刻機開放式數(shù)控系統(tǒng)
- 井用潛水電泵的配套選型使用維護及常見故障分析
- 智能變電站合并單元異常情況分析及運行維護方案研究
- 農(nóng)網(wǎng)改造中10kV配電變壓器的安裝與運行維護管理
最新詞條
安徽省政采項目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無線POS機
廣東合正采購招標有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標有限公司
燒結(jié)金屬材料
齒輪計量泵
廣州采陽招標代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國際招標有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標有限公司
Excel 數(shù)據(jù)處理與分析應用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創(chuàng)盈項目管理有限公司
當代建筑大師
廣西北纜電纜有限公司
拆邊機
大山檳榔
上海地鐵維護保障有限公司通號分公司
甘肅中維國際招標有限公司
舌花雛菊
湖北鑫宇陽光工程咨詢有限公司
GB8163標準無縫鋼管
中國石油煉化工程建設項目部
華潤燃氣(上海)有限公司
韶關(guān)市優(yōu)采招標代理有限公司
莎草目
建設部關(guān)于開展城市規(guī)劃動態(tài)監(jiān)測工作的通知
電梯平層準確度
廣州利好來電氣有限公司
蘇州弘創(chuàng)招投標代理有限公司