焊球法可焊性測試儀技術(shù)條件
《焊球法可焊性測試儀技術(shù)條件》是1991年4月2日發(fā)布的一項行業(yè)標(biāo)準(zhǔn)。
焊球法可焊性測試儀技術(shù)條件基本信息
| 中文名 | 焊球法可焊性測試儀技術(shù)條件 | 標(biāo)準(zhǔn)號 | SJ/T 10144-1991 |
|---|---|---|---|
| 批準(zhǔn)發(fā)布部門 | 電子工業(yè)部 | 發(fā)布日期 | 1991-04-02 |
| 實施日期 | 1991-07-01 | ||
備案信息
備案號:2355-1992 2100433B
焊球法可焊性測試儀技術(shù)條件造價信息
焊球法可焊性測試儀技術(shù)條件常見問題
-
Elcometer 106附著力測試儀操作簡單攜帶方便,測量范圍廣泛。應(yīng)用范圍包括油漆或橋面噴漿,鋼鐵、鋁、混凝土上的涂層,等等。配備手提箱——適合現(xiàn)場測試 手工操作——無需電源 包含 EN...
-
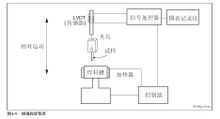
光學(xué)系統(tǒng):(1)成像:標(biāo)準(zhǔn)CCD攝像機和連續(xù)變倍顯微鏡鏡頭;(2)光源:可調(diào)亮度單色冷光LED背光光源,圖像中液滴邊緣分辨更清晰;(3)指標(biāo):最快拍攝25幀/秒,顯微鏡放大率0.7-4.5倍連續(xù)變倍,...
-
北京萬博振通就很不錯,他們的振動測量技術(shù)國內(nèi)領(lǐng)先,種類也很全,有現(xiàn)場動平衡儀、測振儀、振動測試儀、模態(tài)分析儀、振動數(shù)據(jù)器等等,詳情你可登錄他們的官網(wǎng)www.beijingzhentong.com具體了...
焊球法可焊性測試儀技術(shù)條件文獻(xiàn)

 焊接件通用技術(shù)條件試題
焊接件通用技術(shù)條件試題
格式:pdf
大小:90KB
頁數(shù): 2頁
評分: 4.4
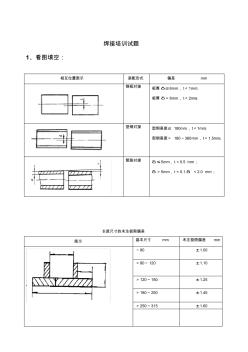
焊接培訓(xùn)試題 1、看圖填空: 相互位置圖示 裝配形式 偏差 mm 鋼板對接 板厚 δ≤6mm, t<1mm; 板厚 δ>6mm, t<2mm。 型鋼對接 型鋼高度≤ 180mm, t<1mm; 型鋼高度> 180~360mm, t<1.5mm。 管路對接 δ≤5mm, t<0.5 mm; δ>5mm, t<0.1δ <2.0 mm; 長度尺寸的未注極限偏差 圖示 基本尺寸 mm 未注極限偏差 mm ~80 ±1.00 >80~ 120 ±1.10 >120~180 ±1.25 >180~250 ±1.45 >250~315 ±1.60 焊縫外形尺寸及焊接缺陷 單位為 mm 圖示 焊縫外形尺寸及焊接缺陷 單位為 mm 圖示 氣孔或夾渣 Δδ≤0.10δ≤1.5 累積長度不超過焊縫全長的 10%。 在50mm的焊縫長度上,單個氣孔 不大于 0.5δ,但不得大于 3mm, 氣
 中國織物燃燒性測試儀性能技術(shù)法規(guī)與標(biāo)準(zhǔn)
中國織物燃燒性測試儀性能技術(shù)法規(guī)與標(biāo)準(zhǔn)
原理:電子平衡傳感器
測定范圍:10.00gf~-5.00g
測定精度:±(10mgf+1digits) ※除振動的誤差外
分辨能:900mgf未滿:0.001gf 900mgf以上:0.005gf
測定范圍:0℃~300℃
測定精度:±3℃
爐內(nèi)溫度:室溫~300℃
氧氣濃度:簡易密封型加熱裝置 附帶氮氣凈化測試用噴嘴
可焊性測試儀溫度曲線設(shè)定
(1)預(yù)熱溫度
(2)預(yù)熱時間
(3)溫度上升速度 標(biāo)準(zhǔn)3℃/秒
(4)最高溫度
(5)最高溫度時間
可焊性測試儀附屬品
手動印刷機
金屬罩(銅試驗片用Φ8.0,Φ5.0、芯片元件用Φ3.0)
測定裝備(銅板、銅試驗片)
附帶貼裝元件、系統(tǒng)分析
小型冷卻換氣
可焊性測試可焊性評估

事實上對可焊性的評估,國際上各大標(biāo)準(zhǔn)組織IEC,IPC,DIN,JIS等推薦了各種方法,但是無論從試驗的重復(fù)性和結(jié)果的易于解讀性,潤濕平衡法(wetting balance)都是目前公認(rèn)的進(jìn)行定性和定量分析的可焊性測試方法。
在錫焊的過程中將焊料、焊件與銅箔在焊接熱的作用下,焊件與銅箔不熔化,焊料熔化并濕潤焊接面,從而引起焊料金屬的擴散形成在銅箔與焊件之間的金屬附著層,并使銅箔與焊件連接在一起,就得到牢固可靠的焊接點,以上過程為相互間的物理作用過程的效果。
在評判依據(jù)上,IPC給出明確標(biāo)準(zhǔn)如下:
J-STD-002B 2003-2 元件、接線片、端子可焊性測試
J-STD-003B(2007-3)印刷電路板可焊性測試
IPC-TM-650 2.4.14金屬表面可焊性
IPC-TM-650 2.6.8 熱應(yīng)力試驗
GB/T 4677 印制板測試方法
IEC60068-2-58/ IEC60068-2-20 可焊性及熱應(yīng)力試驗
GB2423.28電工電子產(chǎn)品基本環(huán)境試驗規(guī)程
GB2423.32電工電子產(chǎn)品基本環(huán)境試驗規(guī)程
MIL-STD-202G 方法208H 可焊性試驗
MIL-STD-202G Mehtod 210F 熱應(yīng)力試驗
MIL-STD-883G 2003.7 可焊性試驗
焊球法可焊性測試儀技術(shù)條件相關(guān)推薦
- 相關(guān)百科
- 相關(guān)知識
- 相關(guān)專欄
- 焊管安全操作規(guī)程
- 焊管工藝設(shè)計規(guī)范
- 焊管軋輥技術(shù)條件
- 焊縫減弱系數(shù)
- 焊縫及熔敷金屬拉伸試驗方法
- 焊縫應(yīng)力腐蝕開裂
- 焊縫形狀系數(shù)
- 焊縫成形
- 焊縫成形系數(shù)
- 焊縫無損檢測磁粉檢測
- 焊縫晶間腐蝕
- 焊縫X線圖象缺陷三維信息自動分析系統(tǒng)
- 焊評
- 焊透
- 焊道下裂紋
- 焓值
- 磷銨技術(shù)改造五大磷肥工程的建議
- 逆變TIG焊機接觸引弧電路的設(shè)計(引弧電路)
- 預(yù)制砌塊(磚、石)擋土墻工程砌體施工安全技術(shù)交底
- 以貫穿項目為核心載體的建筑工程技術(shù)專業(yè)素材庫建設(shè)
- 云計算技術(shù)在城市軌道交通運營指揮管理系統(tǒng)中的應(yīng)用
- 多逆變器太陽能光伏并網(wǎng)發(fā)電系統(tǒng)的組群控制方法
- 支持并行工程和智能CAPP的制造資源建模技術(shù)
- 在“建筑節(jié)能與居住舒適”專題技術(shù)交流會議上的講話
- 有源配電網(wǎng)設(shè)備利用率影響因子體系及其價值計算方法
- 智能磨音頻譜分析儀(DF-6811A)使用說明書
- 應(yīng)對水源突發(fā)污染的城市供水應(yīng)急處理技術(shù)與應(yīng)用
- 有限元法在軟土淺埋隧道施工過程的動態(tài)模擬中的應(yīng)用
- 新型基于熱力學(xué)法的水泵效率數(shù)學(xué)模型及應(yīng)用
- 引用公路橋涵施工技術(shù)規(guī)范JTJ0412000
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 云南省建設(shè)工程造價協(xié)會優(yōu)秀工程咨詢成果獎評選辦法
最新詞條
安徽省政采項目管理咨詢有限公司
數(shù)字景楓科技發(fā)展(南京)有限公司
懷化市人民政府電子政務(wù)管理辦公室
河北省高速公路京德臨時籌建處
中石化華東石油工程有限公司工程技術(shù)分公司
手持無線POS機
廣東合正采購招標(biāo)有限公司
上海城建信息科技有限公司
甘肅鑫禾國際招標(biāo)有限公司
燒結(jié)金屬材料
齒輪計量泵
廣州采陽招標(biāo)代理有限公司河源分公司
高鋁碳化硅磚
博洛尼智能科技(青島)有限公司
燒結(jié)剛玉磚
深圳市東海國際招標(biāo)有限公司
搭建香蕉育苗大棚
SF計量單位
福建省中億通招標(biāo)咨詢有限公司
泛海三江
威海鼠尾草
廣東國咨招標(biāo)有限公司
Excel 數(shù)據(jù)處理與分析應(yīng)用大全
甘肅中泰博瑞工程項目管理咨詢有限公司
山東創(chuàng)盈項目管理有限公司
拆邊機
當(dāng)代建筑大師
廣西北纜電纜有限公司
大山檳榔
上海地鐵維護保障有限公司通號分公司
舌花雛菊
甘肅中維國際招標(biāo)有限公司
華潤燃?xì)猓ㄉ虾#┯邢薰?
湖北鑫宇陽光工程咨詢有限公司
GB8163標(biāo)準(zhǔn)無縫鋼管
中國石油煉化工程建設(shè)項目部
韶關(guān)市優(yōu)采招標(biāo)代理有限公司
莎草目
建設(shè)部關(guān)于開展城市規(guī)劃動態(tài)監(jiān)測工作的通知
電梯平層準(zhǔn)確度
廣州利好來電氣有限公司
蘇州弘創(chuàng)招投標(biāo)代理有限公司